Audi
Audi BMW
BMW Chery
Chery Citroen
Citroen Daewoo
Daewoo Ford
Ford Honda
Honda Hyundai
Hyundai Infiniti
Infiniti Isuzu
Isuzu Jeep
Jeep Kia
Kia Lexus
Lexus Mazda
Mazda Mercedes
Mercedes Mitsubishi
Mitsubishi Nissan
Nissan Opel
Opel Peugeot
Peugeot Renault
Renault Saab
Saab Skoda
Skoda Subaru
Subaru Suzuki
Suzuki Toyota
Toyota Volkswagen
Volkswagen Volvo
Volvo ВАЗ
ВАЗ ГАЗ
ГАЗ ИЖ
ИЖ Москвич
Москвич УАЗ
УАЗ10.2.2.14. Клапаны и головка блока цилиндра
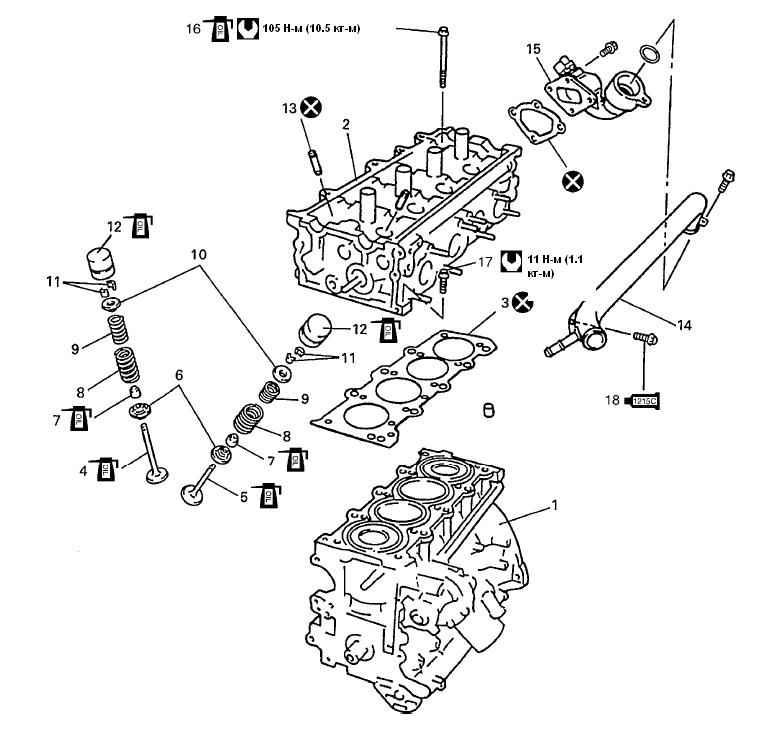
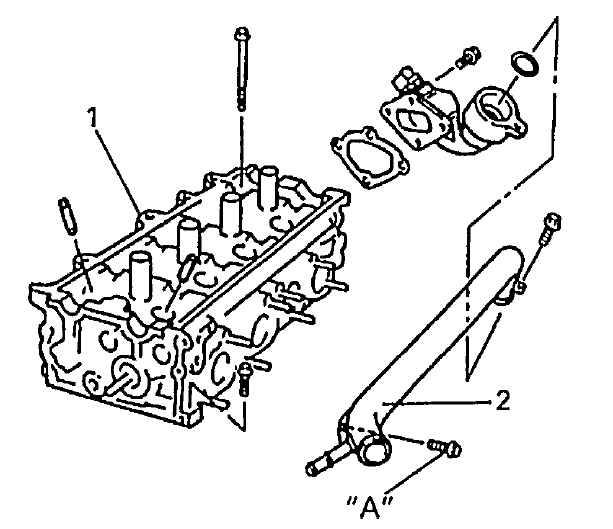
Компоненты
|
|
|
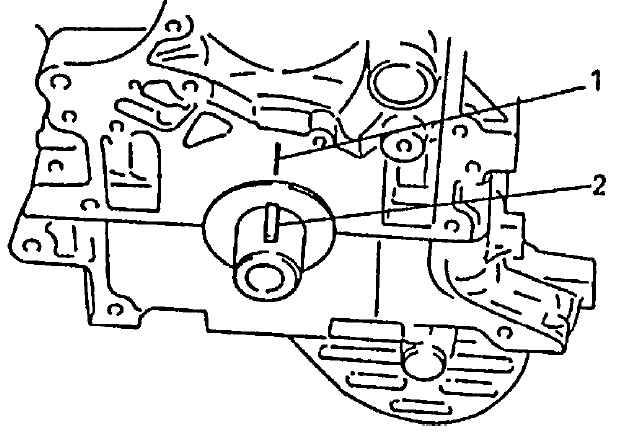
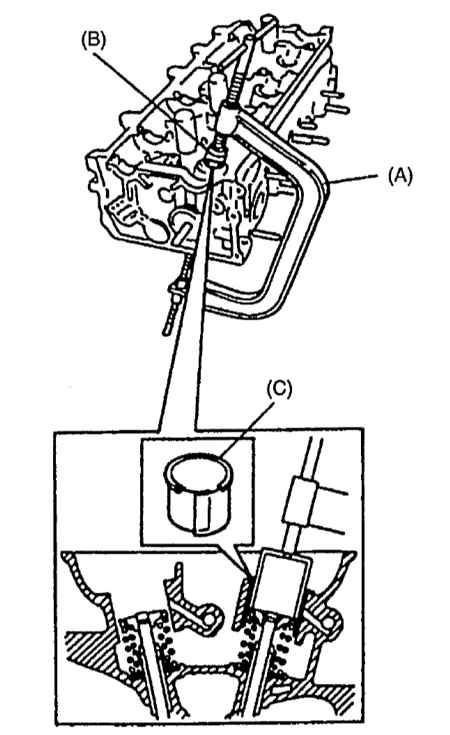
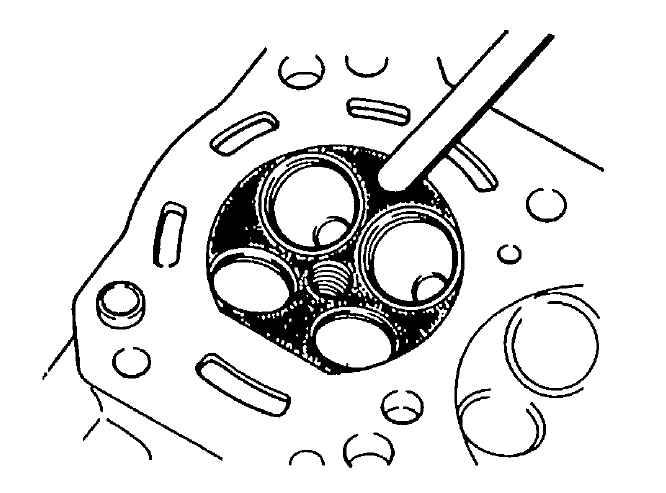
«А» — нанесите герметик (SUZUKI BOND №1215, 99000-31110) на резьбу
|
10 — держатель пружины клапана
|

|
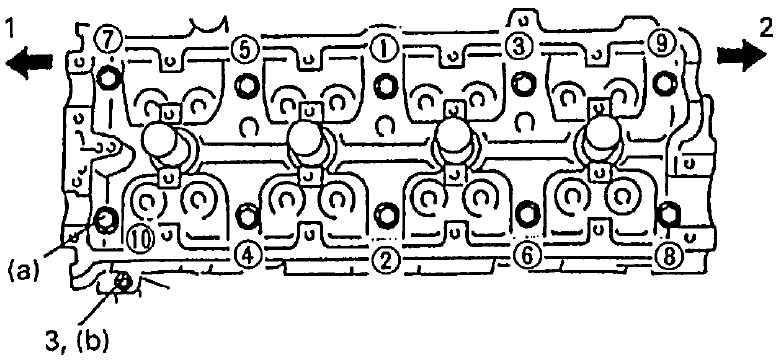
Нанесите закрепляющий герметик 99000-31110 на резьбу болта. |

|
Вращающий момент затяжки. |

|
Не использовать повторно. |

|
Смажьте моторным маслом скользящие поверхности каждой части. |
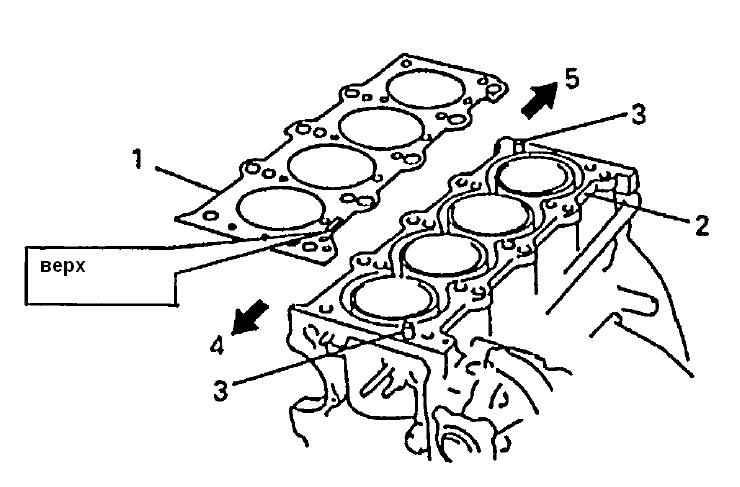
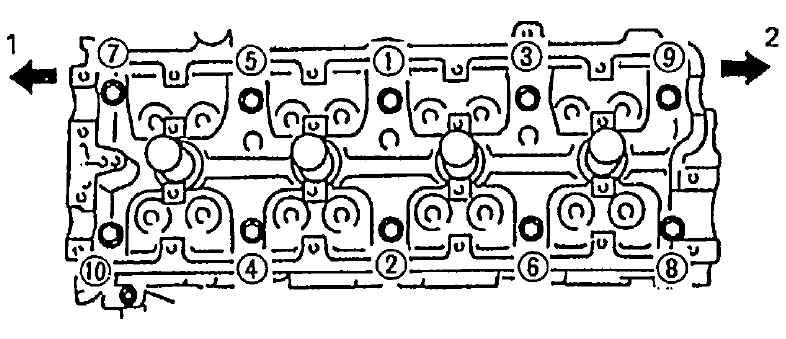
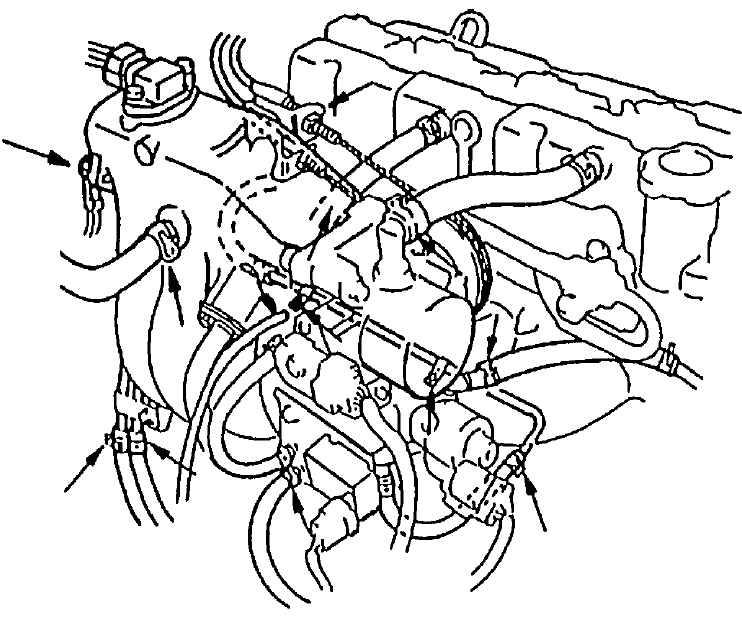
Снятие
|
ПОРЯДОК ВЫПОЛНЕНИЯ |
|||||||||||||||
|
Разборка
|
ПОРЯДОК ВЫПОЛНЕНИЯ |
|||||||||||||
|
Проверка
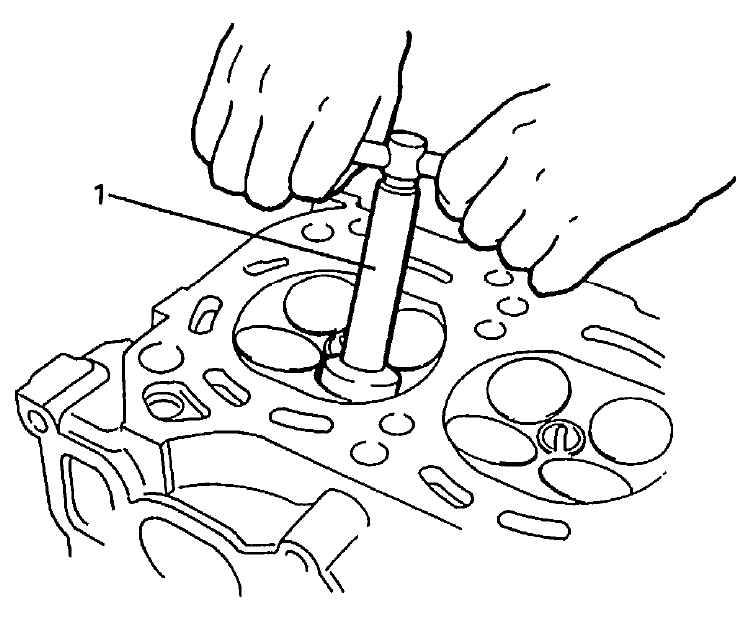
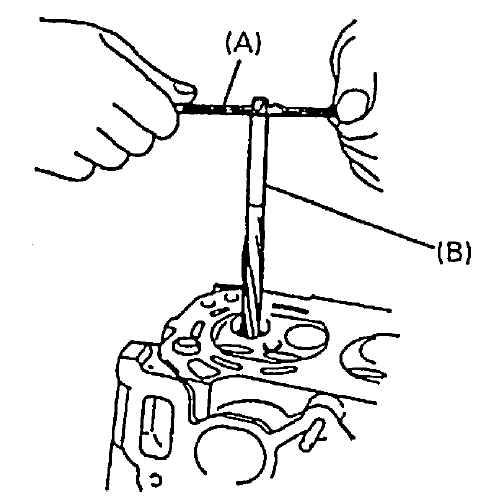
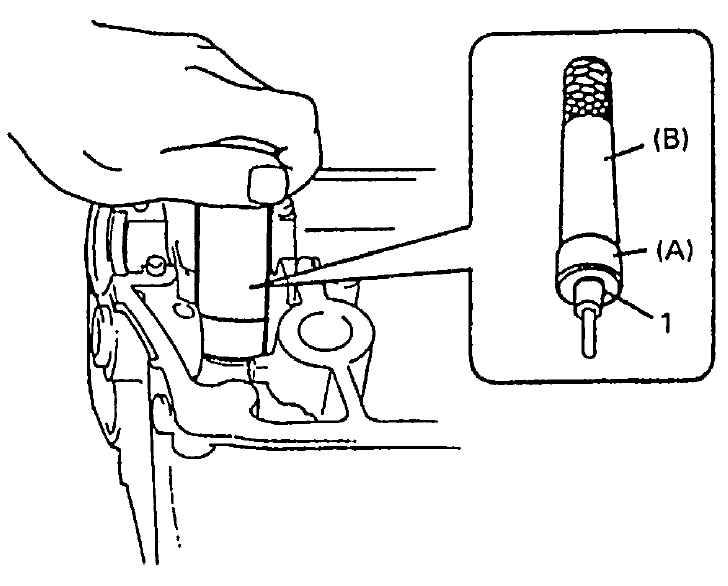
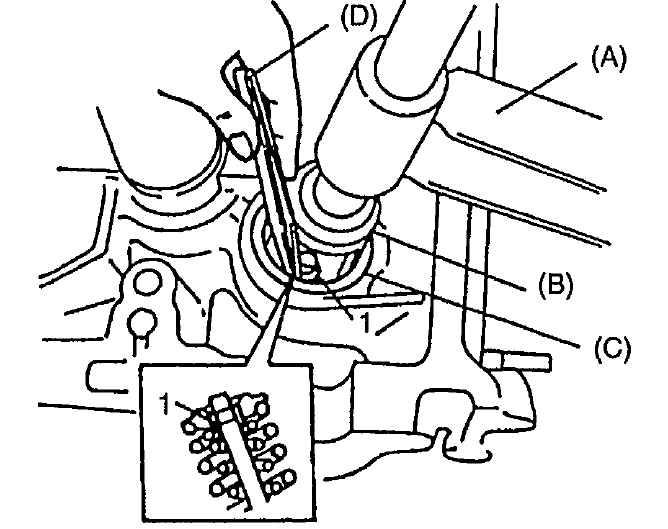
Направляющие втулки клапана
|
|
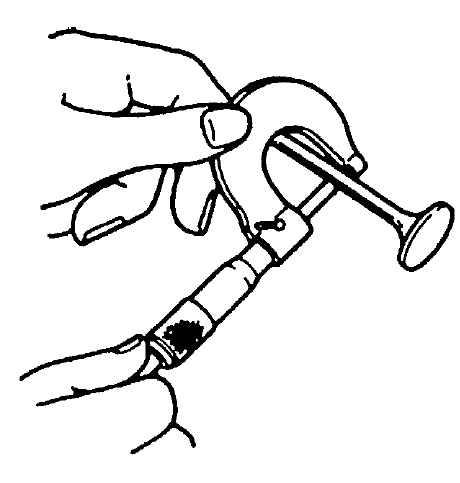
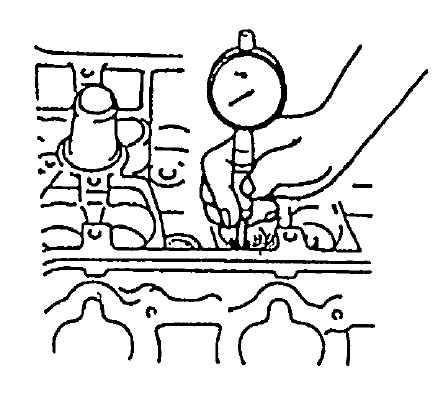
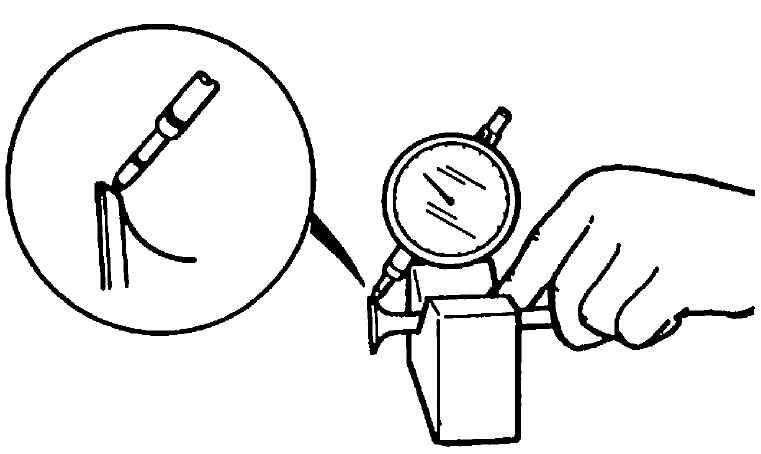
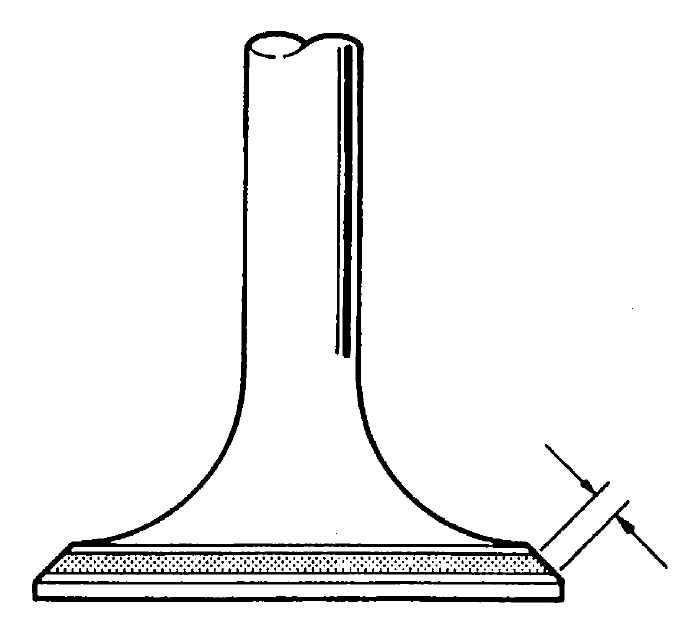
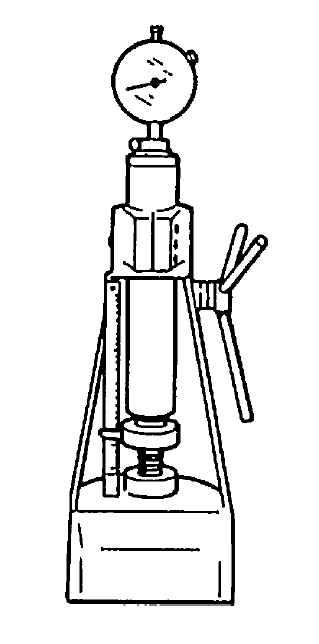
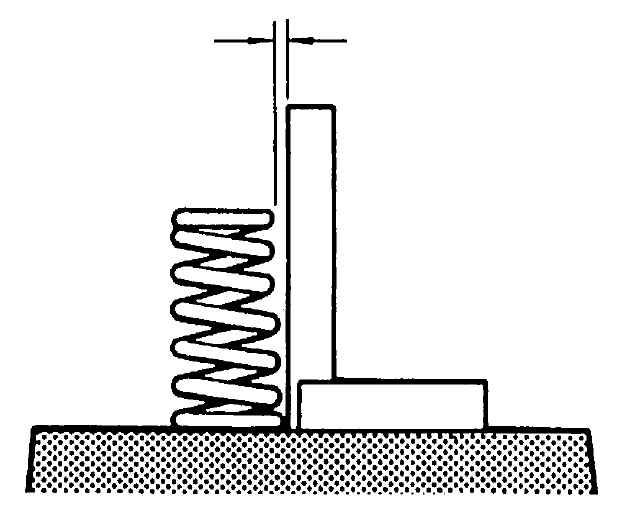
С помощью микромера и штангенциркуля снимите показания диаметров стержней клапанов и направляющих, для того чтобы проверить зазор между стержнями и направляющими. Не забудьте снять показания с нескольких мест по всей длине каждого стержня и направляющей. Если зазор выходит за пределы нормы, замените клапан и направляющую втулку клапана. |
Технические характеристики клапана и направляющей втулки клапана
|
Позиция |
Норма |
Предел |
|
|
Диаметр стержня клапана |
Впуск |
5.965 – 5.980 мм (0.2349 – 0.2354 дюймов) |
— |
|
Выпуск |
5.940 – 5.955 мм (0.2339 – 0.2344 дюймов) |
— |
|
|
Внутренний диаметр направляющей втулки клапана |
Впуск |
6.000 – 6.012 мм (0.2363 – 0.2366 дюймов) |
— |
|
Выпуск |
|||
|
Зазор между стержнем и направляющей |
Впуск |
0.020 – 0.047 мм (0.0008 – 0.0018 дюймов) |
0.07 мм (0.0027 дюймов) |
|
Выпуск |
0.045 – 0.072 мм (0.0018 – 0.0028 дюймов) |
0.09 мм (0.0035 дюймов) |
|
Клапаны
|
ПОРЯДОК ВЫПОЛНЕНИЯ |
||||||||||||||||||||||
|
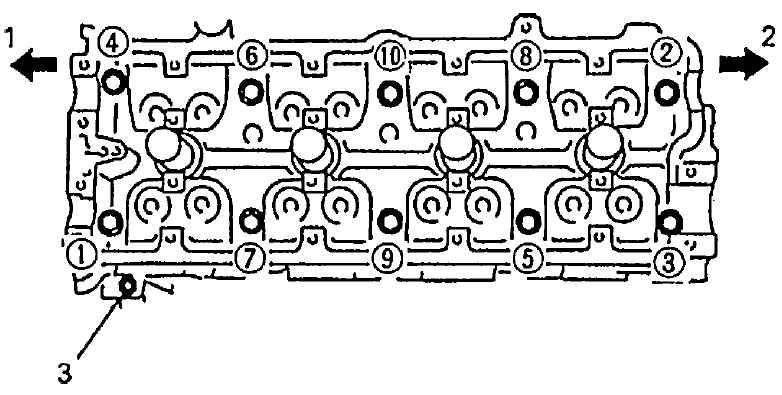
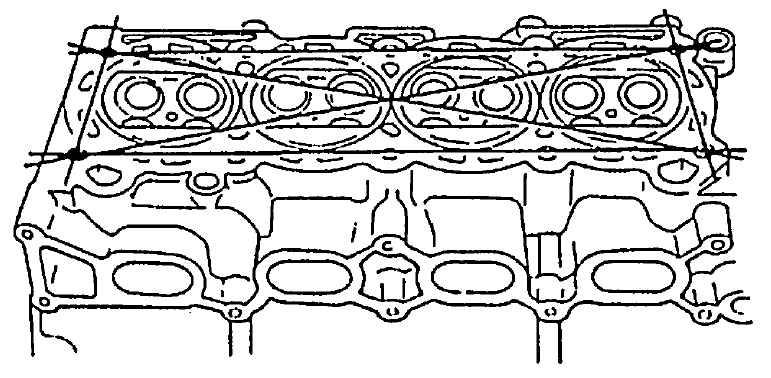
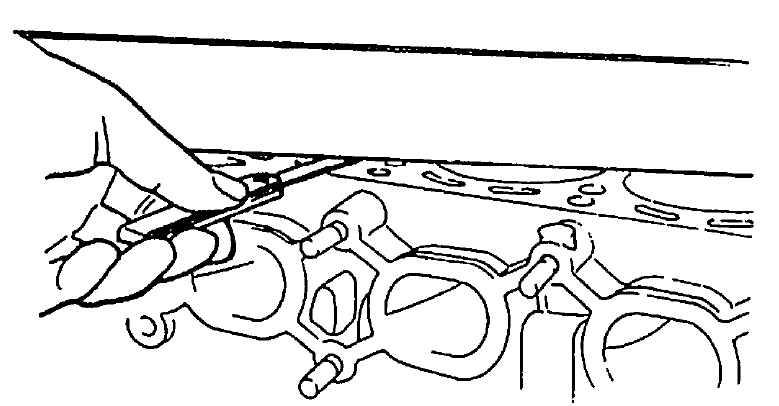
Головка цилиндра
|
ПОРЯДОК ВЫПОЛНЕНИЯ |
|||||||||
|
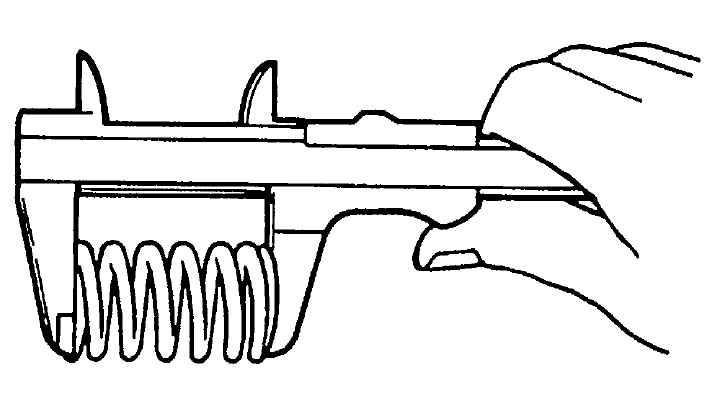
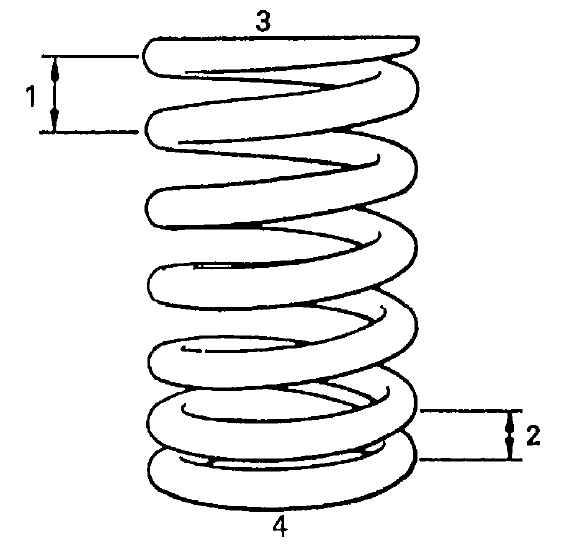
Клапанные пружины
|
ПОРЯДОК ВЫПОЛНЕНИЯ |
|||||||||||||||||||||||
| |||||||||||||||||||||||
Сборка
|
ПОРЯДОК ВЫПОЛНЕНИЯ |
|||||||||||||||||||||||
|
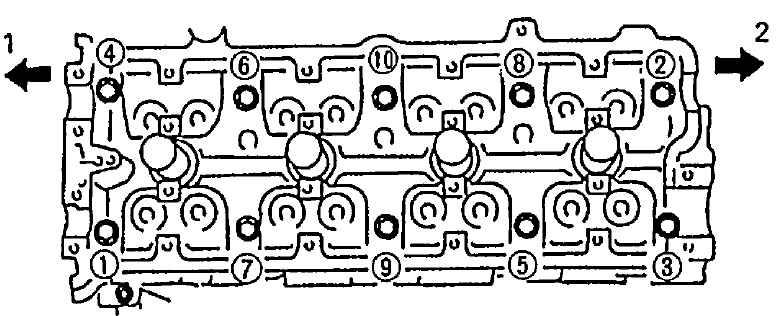
Установка
|
ПОРЯДОК ВЫПОЛНЕНИЯ |
|||||||||||||
|