| 1. Визуально проверьте блок цилиндров на отсутствие
ржавчины, коррозии, трещин или любых других дефектов.
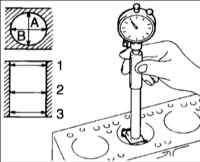
2. Измерьте диаметры цилиндров в диаметрально противоположных направлениях,
в трех уровнях по высоте цилиндров:
- Уровень 1 – В месте расположение компрессионного кольца №1 при
установке поршня в ВМТ;
- Уровень 2 – в средней части цилиндра;
- Уровень 3 – у основания цилиндра.
|
3. Если диаметры цилиндров
превышают допустимые значения, имеют овальность или конусность
или поверхность цилиндров повреждена или имеет выработку,
блок цилиндров необходимо расточить и установить новые поршни
и поршневые кольца ремонтного размера.
- Номинальный диаметр цилиндра: 85,00–85,03 мм
- Максимально допустимая овальность и конусность цилиндра:
не более 0,01 мм
|
4. Если в верхней части цилиндра имеется ступенька, срежьте ее
специальным инструментом.
5. В качестве запасных частей поставляются поршни четырех увеличенных
размеров: 0,25, 0,5, 0,75 и 1,00 мм.
6. При расточке цилиндров до ближайшего увеличенного размера, выдержите
зазор между поршнем и цилиндром и убедитесь, что поршни имеют тот
же увеличенный размер.
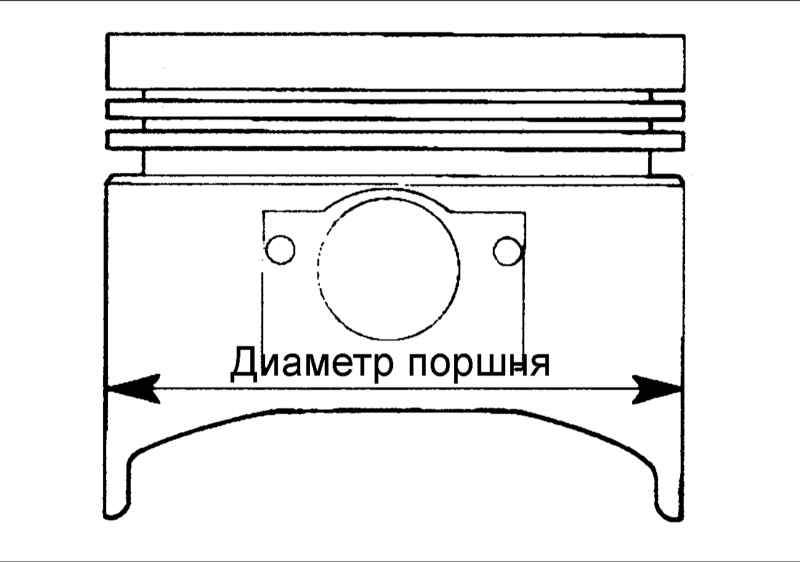
Измерьте наружный диаметр каждого поршня под углом 90° к поршневому
пальцу, на расстоянии 2 мм от юбки поршня.
Зазор между поршнем и цилиндром: 0,02–0,04 мм
7. Проверьте блок цилиндров на отсутствие повреждений и трещин.
|
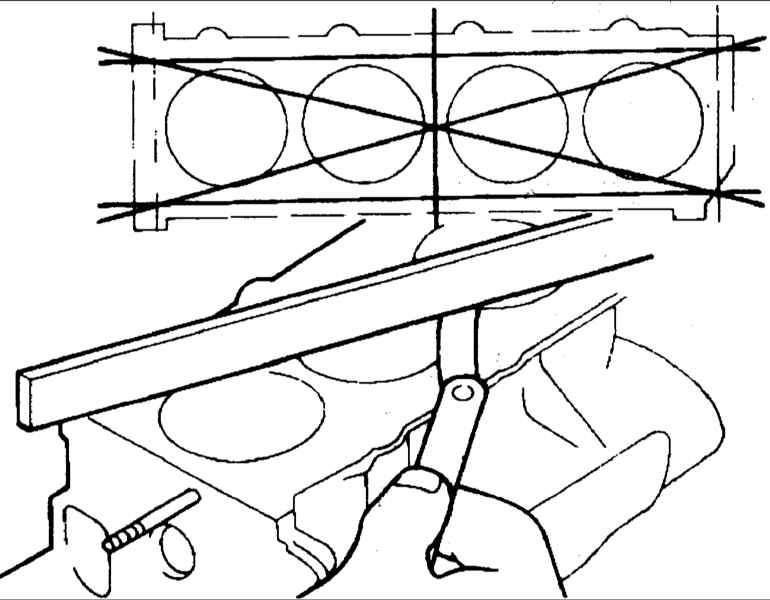
8. Металлической линейкой
и щупом в шести направлениях проверьте плоскостность сопрягаемой
поверхности блока цилиндров.
- Отклонение от плоскостности: 0,05 мм
- Высота нового блока цилиндров: 284 мм
- Максимальное отклонение от плоскостности: 0,1 мм
- Допустимое уменьшение высоты блока цилиндров: –0,2 мм

|
Привалочная поверхность для прокладки блока цилиндров
после перешлифовки должна уменьшить высоту блока цилиндров
не более чем –0,2 мм. |
|
|
 Audi
Audi BMW
BMW Chery
Chery Citroen
Citroen Daewoo
Daewoo Ford
Ford Honda
Honda Hyundai
Hyundai Infiniti
Infiniti Isuzu
Isuzu Jeep
Jeep Kia
Kia Lexus
Lexus Mazda
Mazda Mercedes
Mercedes Mitsubishi
Mitsubishi Nissan
Nissan Opel
Opel Peugeot
Peugeot Renault
Renault Saab
Saab Skoda
Skoda Subaru
Subaru Suzuki
Suzuki Toyota
Toyota Volkswagen
Volkswagen Volvo
Volvo ВАЗ
ВАЗ ГАЗ
ГАЗ ИЖ
ИЖ Москвич
Москвич УАЗ
УАЗ