|
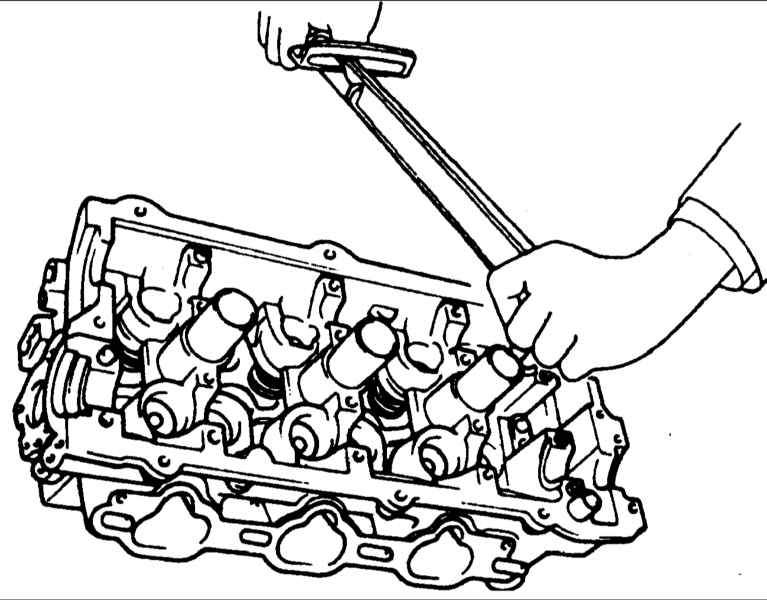
1. Срежьте внутреннюю поверхность
седла клапана для уменьшения толщины стенки и удаления его
из головки блока цилиндров. |
|
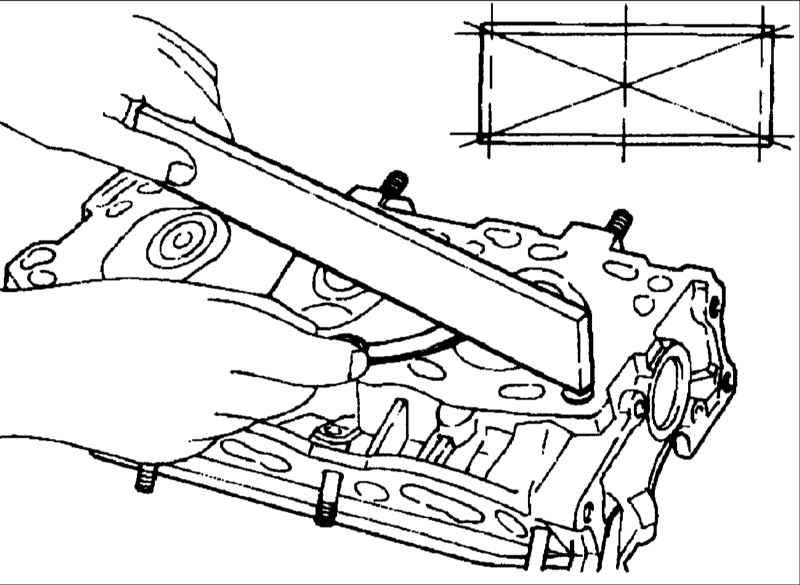
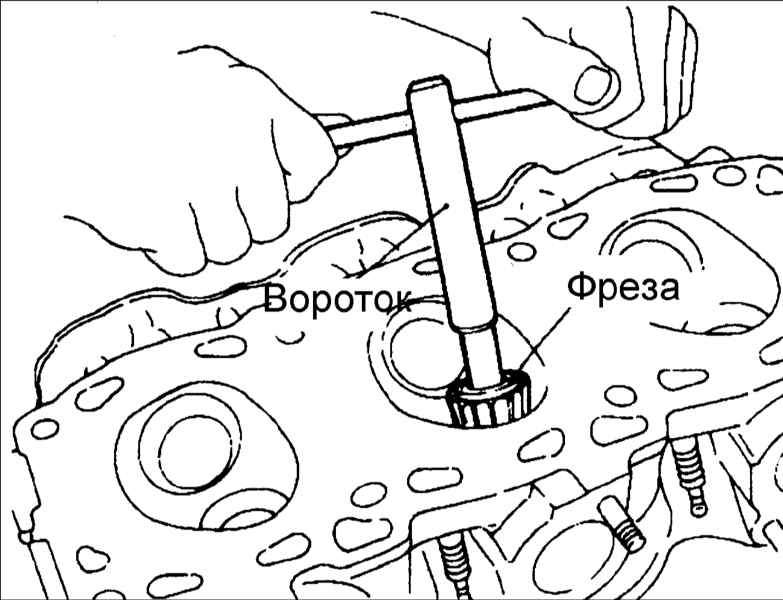
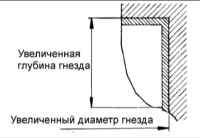
2. После удаления старого
седла клапана необходимо расточить гнездо под увеличенный
размер седла клапана. Размеры для обработки приведены в таблице.
Увеличенные размеры вставного седла клапана
|
Описание |
Метка размера |
Высота седла, мм |
Диаметр гнезда в головке цилиндров,
мм |
| Седло впускного клапана, увеличенное
на 0,3 мм |
30 |
7,9–8,1 |
33,300–33,325 |
| Седло выпускного клапана, увеличенное
на 0,6 мм |
60 |
8,2–8,4 |
33,600–33,625 |
| Седло впускного клапана, увеличенное
на 0,3 мм |
30 |
7,9–8,1 |
28,600–28,621 |
| Седло выпускного клапана, увеличенное
на 0,6 мм |
60 |
8,2–8,4 |
28,900–28,921 |
|
3. Нагрейте головку цилиндров до температуры 250°C и запрессуйте
новое седло клапана ремонтного размера. При запрессовке седло клапана
должно иметь комнатную температуру.
4. После установки нового седла клапана необходимо выполнить притирку
клапана.
Ширина рабочей кромки седла клапана:
- Впускной клапан: 0,9–1,3 мм
- Выпускной клапан: 0,9–1,3 мм
|
 Audi
Audi BMW
BMW Chery
Chery Citroen
Citroen Daewoo
Daewoo Ford
Ford Honda
Honda Hyundai
Hyundai Infiniti
Infiniti Isuzu
Isuzu Jeep
Jeep Kia
Kia Lexus
Lexus Mazda
Mazda Mercedes
Mercedes Mitsubishi
Mitsubishi Nissan
Nissan Opel
Opel Peugeot
Peugeot Renault
Renault Saab
Saab Skoda
Skoda Subaru
Subaru Suzuki
Suzuki Toyota
Toyota Volkswagen
Volkswagen Volvo
Volvo ВАЗ
ВАЗ ГАЗ
ГАЗ ИЖ
ИЖ Москвич
Москвич УАЗ
УАЗ