 Audi
Audi BMW
BMW Chery
Chery Citroen
Citroen Daewoo
Daewoo Ford
Ford Honda
Honda Hyundai
Hyundai Infiniti
Infiniti Isuzu
Isuzu Jeep
Jeep Kia
Kia Lexus
Lexus Mazda
Mazda Mercedes
Mercedes Mitsubishi
Mitsubishi Nissan
Nissan Opel
Opel Peugeot
Peugeot Renault
Renault Saab
Saab Skoda
Skoda Subaru
Subaru Suzuki
Suzuki Toyota
Toyota Volkswagen
Volkswagen Volvo
Volvo ВАЗ
ВАЗ ГАЗ
ГАЗ ИЖ
ИЖ Москвич
Москвич УАЗ
УАЗ2.2.3.13. Шатунно-поршневая группа
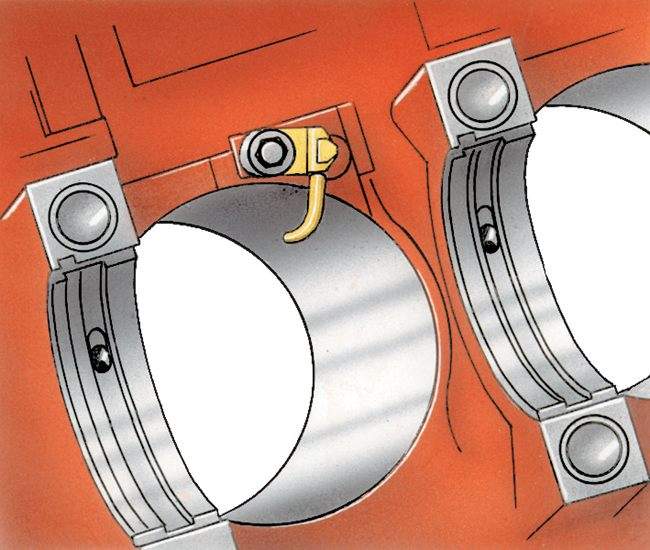
Установка распылителя охлаждения поршня
 |
Шатунно-поршневую группу снимают и разбирают так же, как у двигателей рабочим
объемом 1,1 и 1,3 л (см. подраздел 2.2.1.12).
Осмотр, проверку и ремонт производят так же, как у двигателей рабочим объемом
1,1 и 1,3 л (см. подраздел 2.2.1.12).
Отличающиеся данные приведены ниже.
Предельный боковой зазор между кольцами и канавками на поршне (см. рис. Измерение бокового зазора поршневого кольца) для компрессионных колец равен 0,20 мм, для маслосъемных – 0,15 мм.
Зазор в замке поршневых колец измеряют на расстоянии 20 мм от основания цилиндра. В дизелях с наддувом перед измерением зазора нужно снять распылители, показанные на рис. Установка распылителя охлаждения поршня.
Зазор в замке компрессионного кольца равен 0,3–0,5 мм, маслосъемного – 0,25–0,4 мм. Предельно допустимый зазор равен 1,0 мм.
Предельно допустимый зазор между поршнем и цилиндром 0,07 мм.
Поршни дизеля с наддувом имеют с одной стороны выемку в юбке, которая предотвращает удар поршня в распылитель, когда поршень находится в НМТ.
В двигателях с гидротолкателями клапанов на поршнях 2-го и 3-го цилиндров сделаны фаски под углом 15°.
Собирают шатунно-поршневую группу так же, как у двигателей рабочим объемом
1,1 и 1,3 л (см. подраздел 2.2.1.12),
с учетом следующего:
1. Стрелка на головке поршня (см. рис. Метка на
головке поршня и приливы на шатуне и крышке шатуна) должна быть направлена в
сторону привода распредвала, а приливы на шатуне и крышке шатуна должны быть
со стороны промежуточного вала.
2. В двигателях с наддувом выемка в юбке поршня должна располагаться со стороны распылителя охлаждения поршня.
3. В двигателях с гидротолкателями клапанов поршни 2-го и 3-го цилиндров должны иметь фаски под углом 15°.
4. Заменить шатунные болты и гайки.
5. Момент затяжки болтов крепления распылителей охлаждения поршня 10 Н·м (1,0 кгс·м)
Момент затяжки шатунных болтов:
– болт с резьбой М9х1х15 – 50 Н·м (5,0 кгс·м);
– болт с резьбой М8х1х25 (упругий болт):
– 1-й этап – 30 Н·м (3,0 кгс·м);
– 2-й этап – затянуть далее на полоборота (180°).