 Audi
Audi BMW
BMW Chery
Chery Citroen
Citroen Daewoo
Daewoo Ford
Ford Honda
Honda Hyundai
Hyundai Infiniti
Infiniti Isuzu
Isuzu Jeep
Jeep Kia
Kia Lexus
Lexus Mazda
Mazda Mercedes
Mercedes Mitsubishi
Mitsubishi Nissan
Nissan Opel
Opel Peugeot
Peugeot Renault
Renault Saab
Saab Skoda
Skoda Subaru
Subaru Suzuki
Suzuki Toyota
Toyota Volkswagen
Volkswagen Volvo
Volvo ВАЗ
ВАЗ ГАЗ
ГАЗ ИЖ
ИЖ Москвич
Москвич УАЗ
УАЗ2.6.3. Проверка поршней и шатунов
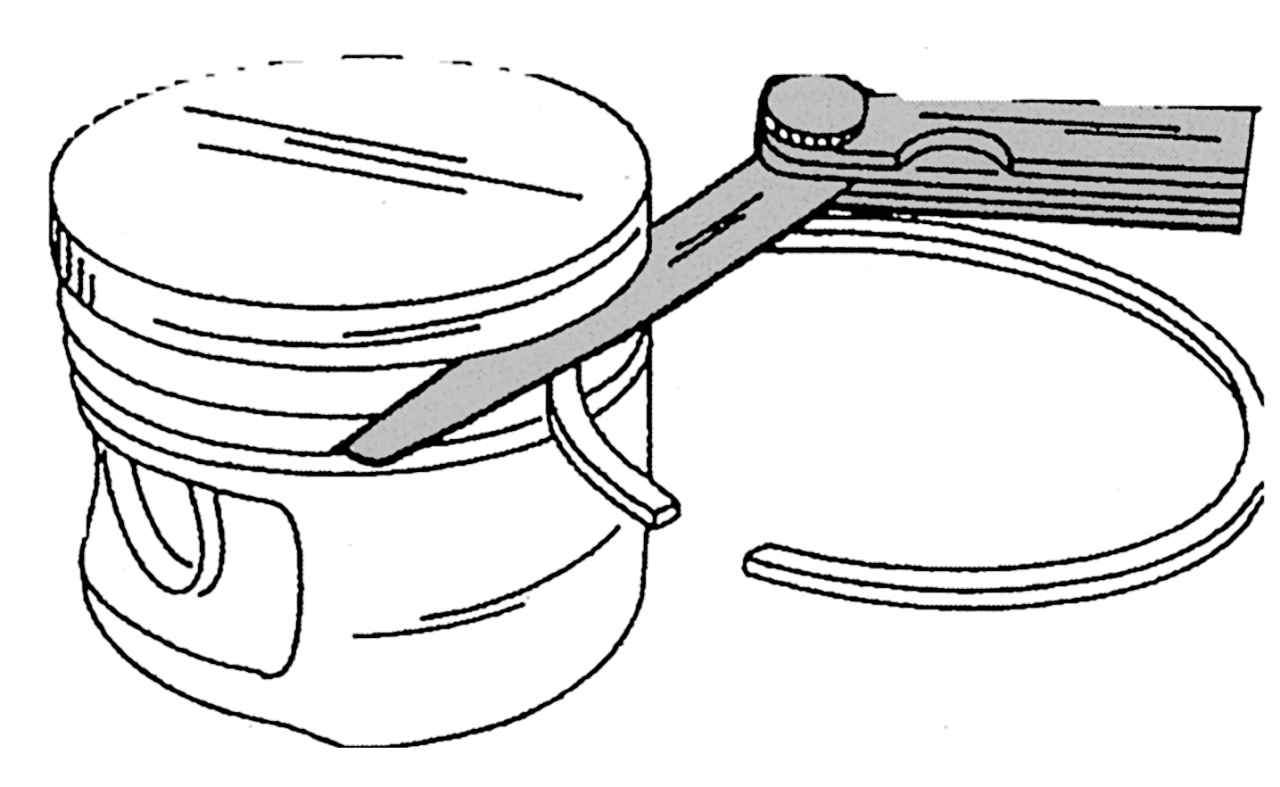 |
Рис. 58. Замер вертикальных зазоров в канавках поршневых колец с помощью щупа
|
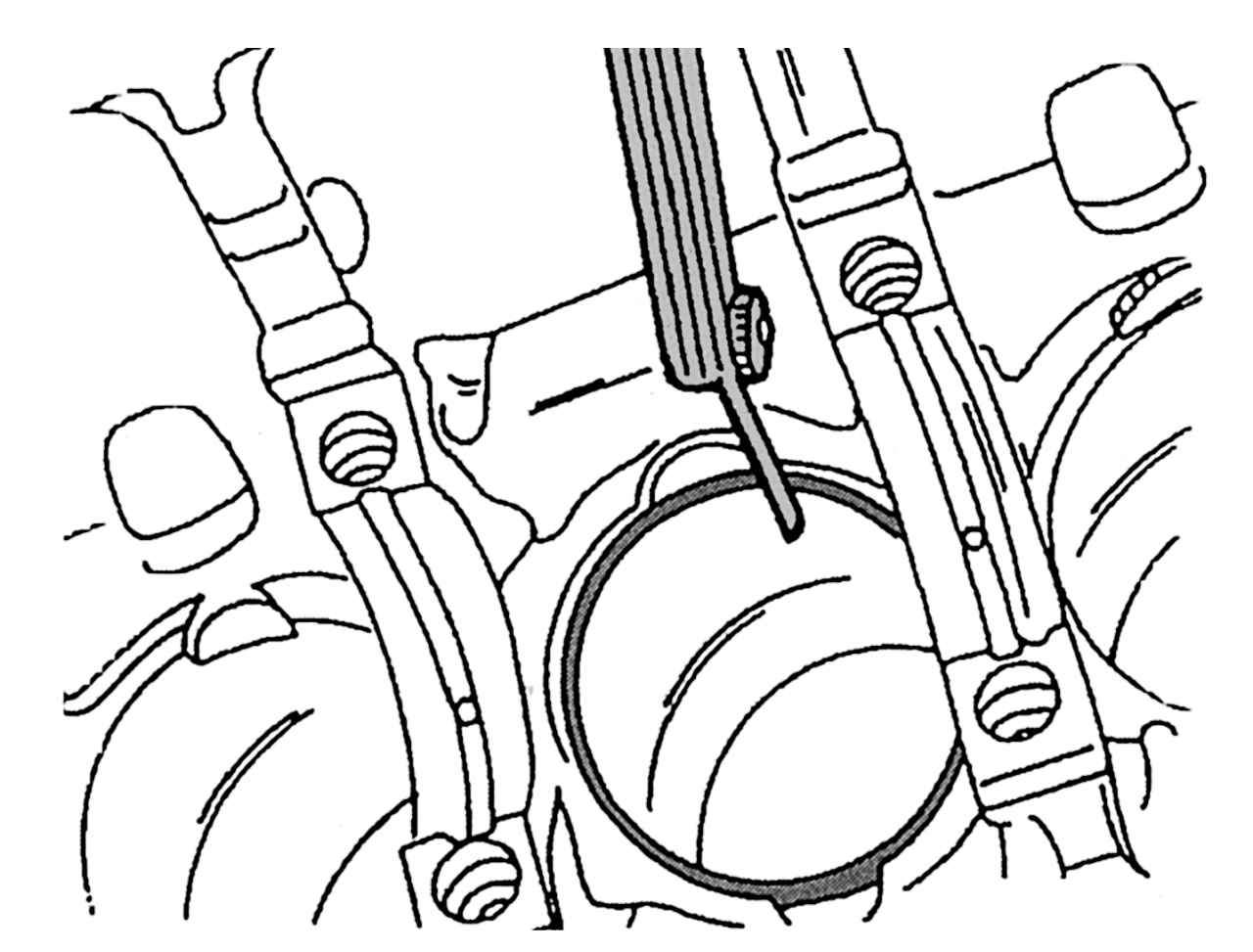 |
Рис. 59. Замер зазоров в замках поршневых колец, находящихся в цилиндрах двигателя
|
Провести тщательный контроль всех деталей. При наличии задиров, царапин и следов износа заменить их новыми. Замерить вертикальный зазор в канавках поршневых колец с помощью щупа, вставляемого между плоскостью поршневого кольца и плоскостью канавки поршневого кольца, как показано на рис. 58 (канавки необходимо перед этим тщательно прочистить, для этого можно, например, использовать сломанное поршневое кольцо). Если результаты замеров покажут, что зазоры в верхних кольцах превышают 0,20 мм, в средних — 0,15 мм и в маслосъемных — 0,10 мм, то это свидетельствует об износе поршневых колец или поршней. Затем с внутренней стороны картера двигателя необходимо по очереди вставить поршневые кольца в отверстия цилиндров, а перевернутым поршнем сверху подвинуть их вниз так, чтобы они расположились горизонтально и находились на расстоянии 20 мм от нижней кромки гильз цилиндров. После чего щупом замерить зазоры в замках поршневых колец, как показано на рис. 59. На всех кольцах этот зазор составляет 0,20–0,40 мм. Предельно допустимый износ для замков верхних колец не должен превышать 1,5 мм, для остальных колец — 1,0 мм.
Проверить поршневые пальцы и шатунные втулки на износ и наличие задиров. В этом случае допускается одиночная замена неисправного шатуна, однако масса нового шатуна не должна отличаться от массы заменяемого шатуна более чем на 5 г. Замену втулок в верхних головках шатунов рекомендуем проводить на специализированных СТО.
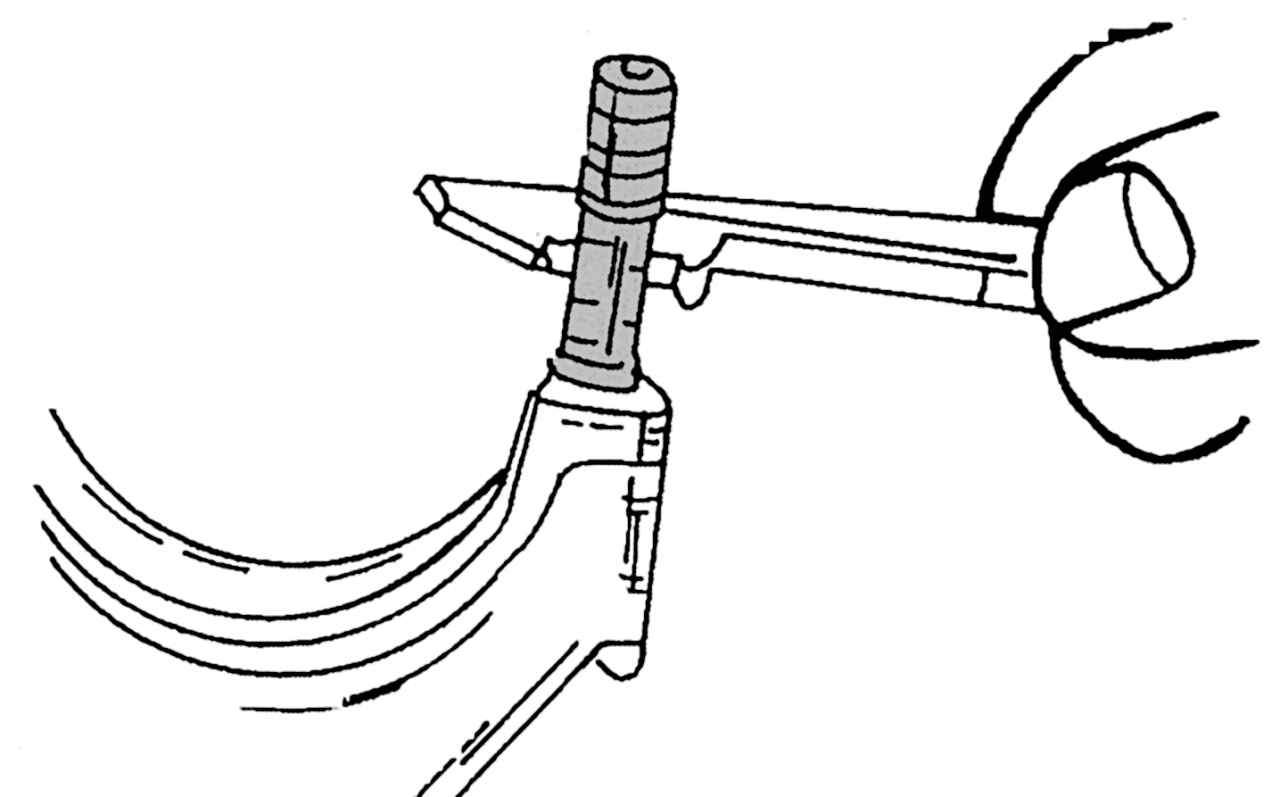 |
Рис. 60. Замер диаметров податливой части болтов крепления крышек шатунных подшипников
|
 |
Рис. 61. Контроль шатуна на легкость хода
|
Перед повторным использованием болтов крепления крышек шатунных подшипников необходимо замерить диаметры их тонких частей с помощью штангенциркуля (рис. 60). Если промеренные диаметры болтов окажутся менее 7,1 мм, то такие болты подлежат замене, которую следует проводить согласно изложенным ниже инструкциям. Перед заменой болтов следует выполнить еще одну проверку, которая заключается в следующем: крышка шатунного подшипника сажается на один болт и поворачивается в сторону так, чтобы шатун и повернутая в сторону крышка подшипника находились на горизонтальной оси, как показано на рис. 61. Если крышка подшипника под собственным весом падает вниз, то этот шатун должен быть заменен на новый. В противном случае необходимо заменить болты. В приспособлении для проверки шатунов следует проверить все шатуны на скручивание и изгиб, величины которых не должны превышать минимально допустимые. Для выполнения этой работы также рекомендуется обратиться на специализированную СТО. При проверке поршней и шатунов существуют следующие рекомендации.
Не рекомендуется повторно использовать шатуны, которые были однажды перегреты из-за неисправности подшипника (шатуны с цветом побежалости).
Шатуны и крышки шатунных подшипников подобраны друг к другу и промаркированы.
Новые шатуны поставляются с расточенными втулками в верхних головках, их можно сразу устанавливать на двигатель.
Установить на болты крышки шатунных подшипников с вкладышами и с помощью нутромера промерить внутренний диаметр подшипников. Если полученный результат превысит значение 51,619 мм или будет выявлена некоторая конусность, то опорную поверхность крышки шатунного подшипника можно скорректировать на ровной плите до 0,02 мм.
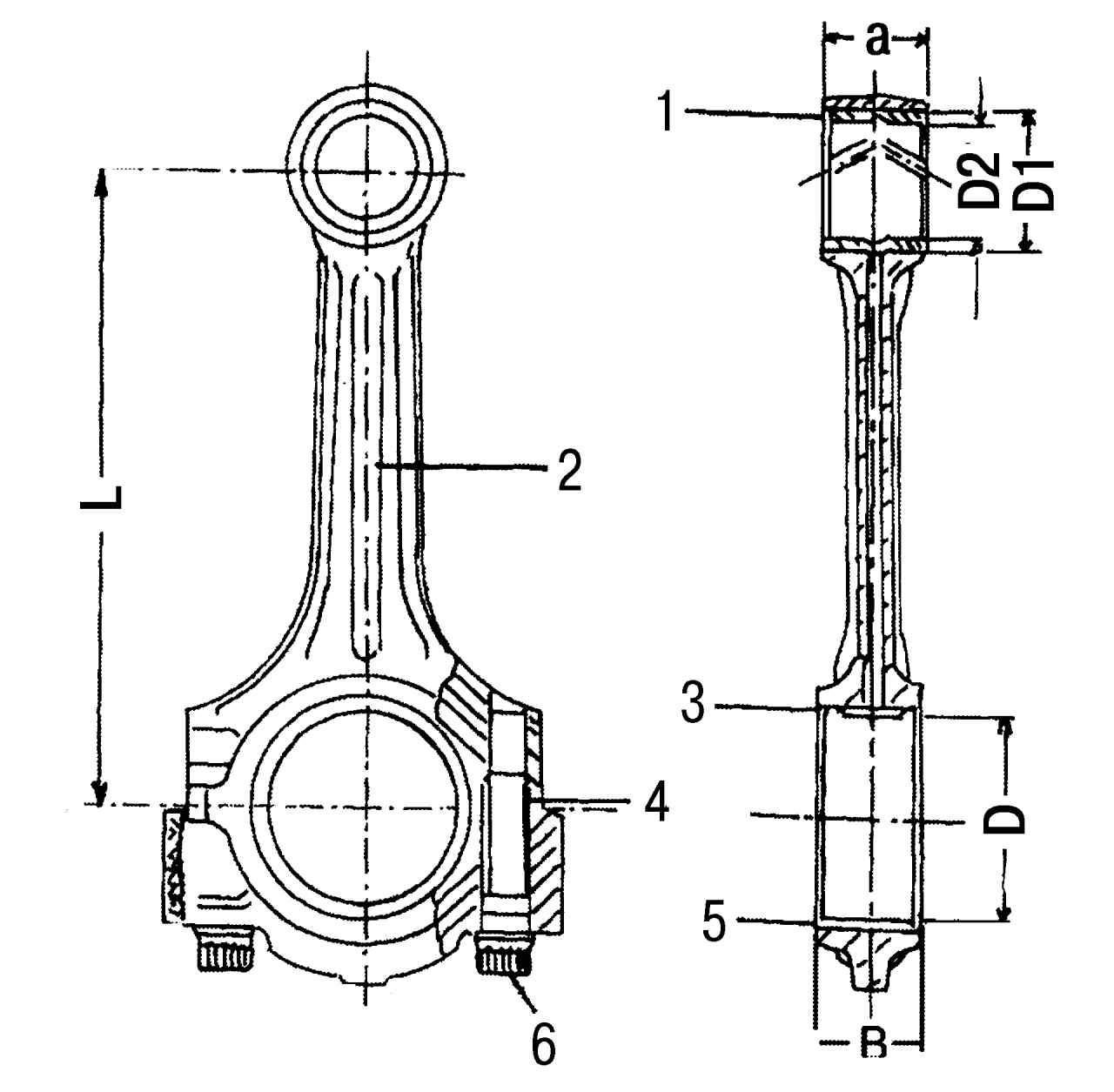 |
Рис. 62. Шатун: 1 — втулка верхней головки шатуна; 2 — шатун; 3 — верхний вкладыш подшипника; 4 — упругие зажимные штифты; 5 — нижний вкладыш подшипника; 6 — болт крышки шатунного подшипника; L=145 мм; B=24,0 мм; D=47,95 мм; D1=29,50 мм; D2=26,0 мм (допуск 0,018–0,024 мм)
|
Если шатун находится в идеальном состоянии, а в поршневом пальце обнаружен повышенный зазор, то необходимо заменить втулку в верхней головке шатуна, выпрессовав старую и запрессовав новую. При этом необходимо обратить особое внимание на расположение масляного отверстия во втулке. Оно должно находиться на одной линии со стрелкой, обозначенной на рис. 62. После запрессовки новой втулки в верхнюю головку шатуна ее необходимо развернуть до диаметра D2, указанного на рис. 62. На этом рисунке указан допустимый диаметр.