3.27. Седла клапанов
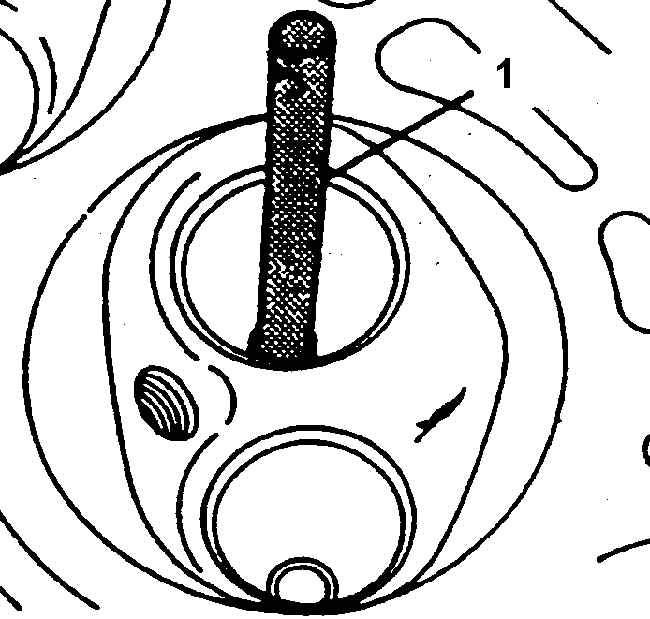
Установка направляющего стержня шлифовальной машинки
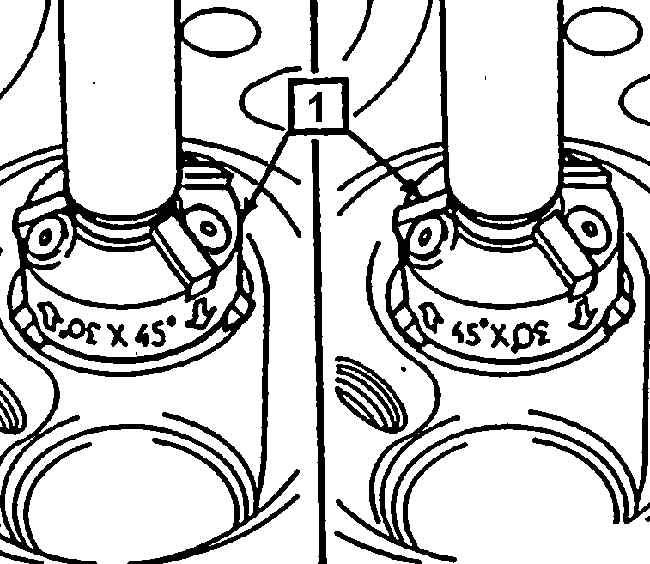
Шлифовальная головка для обработки седел клапанов
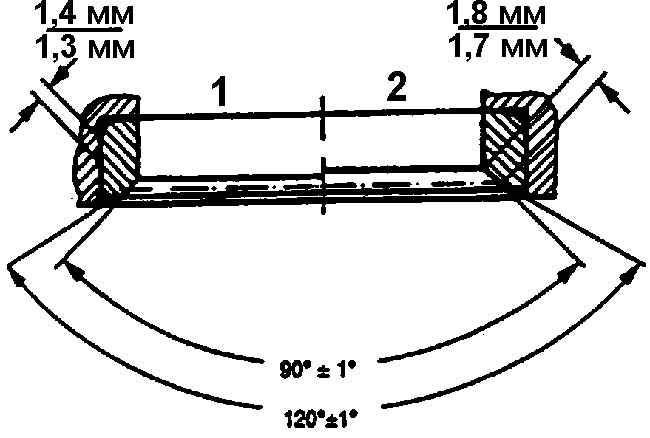
Размеры фасок седел клапанов
|
|
1. СЕДЛО ВПУСКНОГО КЛАПАНА
2. СЕДЛО ВЫПУСКНОГО КЛАПАНА
|
Притирка клапанов
| ПОРЯДОК ВЫПОЛНЕНИЯ |
| 1. Вставить направляющий стержень во втулку.
|
| 2. Установить шлифовальную головку стороной
с конусностью 45° на седло клапана, см. рис. Шлифовальная
головка для обработки седел клапанов. |
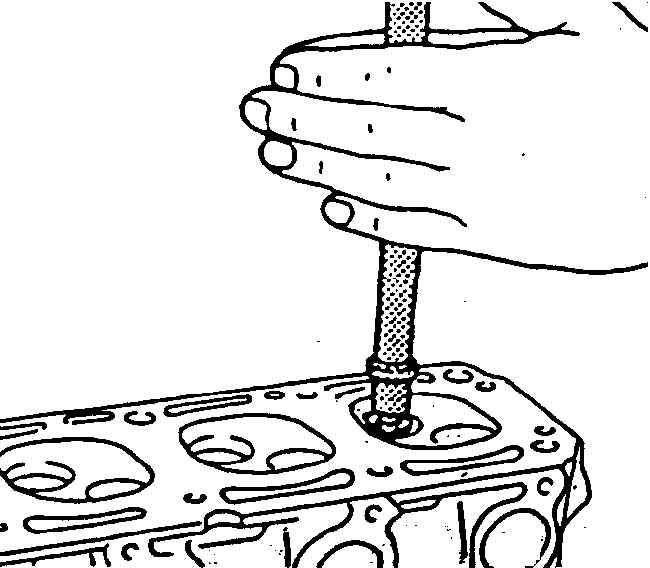
| 3. Присоединить рукоятку с распорной втулкой.
Шлифование продолжать до тех пор, пока шлифовальная головка не начнет
снимать металл седла равномерно по всей окружности. Необходимо стремиться
снять как можно меньше металла с фаски седла.
|
| 4. Перевернуть шлифовальную головку и установить
ее стороной с конусностью 30" на седло. Провести аналогично шлифовку
фаски седла. Для обработки седел впускных и выпускных клапанов применяется
одна и та же шлифовальная головка.
|
| 5. Покрыть фаски седла тонкой шлифовальной пастой,
вставить во втулку клапан и осторожно провернуть его с небольшим нажимом.
Приподнять клапан и проверить прилегание его головки к седлу. Если
нет равномерного контакта клапана с седлом, повторить операцию шлифовки
седла. |
| 6. Притирка клапанов.
|
|
После шлифовки, которая должна обеспечить герметичность посадки клапана в седле,
как правило, производят окончательную притирку клапанов к седлам. Для доводки
седел используют только тонкую шлифовальную пасту. Для равномерного распределения
пасты по окружности седла клапан в процессе притирки периодически приподнимают
от седла. После притирки необходимо очистить фаски клапана и седла от остатков
шлифовальной пасты. Перед монтажом клапанов следует смазать их стержни.
 Audi
Audi BMW
BMW Chery
Chery Citroen
Citroen Daewoo
Daewoo Ford
Ford Honda
Honda Hyundai
Hyundai Infiniti
Infiniti Isuzu
Isuzu Jeep
Jeep Kia
Kia Lexus
Lexus Mazda
Mazda Mercedes
Mercedes Mitsubishi
Mitsubishi Nissan
Nissan Opel
Opel Peugeot
Peugeot Renault
Renault Saab
Saab Skoda
Skoda Subaru
Subaru Suzuki
Suzuki Toyota
Toyota Volkswagen
Volkswagen Volvo
Volvo ВАЗ
ВАЗ ГАЗ
ГАЗ ИЖ
ИЖ Москвич
Москвич УАЗ
УАЗ