 Audi
Audi BMW
BMW Chery
Chery Citroen
Citroen Daewoo
Daewoo Ford
Ford Honda
Honda Hyundai
Hyundai Infiniti
Infiniti Isuzu
Isuzu Jeep
Jeep Kia
Kia Lexus
Lexus Mazda
Mazda Mercedes
Mercedes Mitsubishi
Mitsubishi Nissan
Nissan Opel
Opel Peugeot
Peugeot Renault
Renault Saab
Saab Skoda
Skoda Subaru
Subaru Suzuki
Suzuki Toyota
Toyota Volkswagen
Volkswagen Volvo
Volvo ВАЗ
ВАЗ ГАЗ
ГАЗ ИЖ
ИЖ Москвич
Москвич УАЗ
УАЗ3.2.3.4. Шатуны с поршнями в сборе
ОБЩИЕ СВЕДЕНИЯ
Маркировка уплотнения между головкой блока цилиндров и блок-картером двигателя
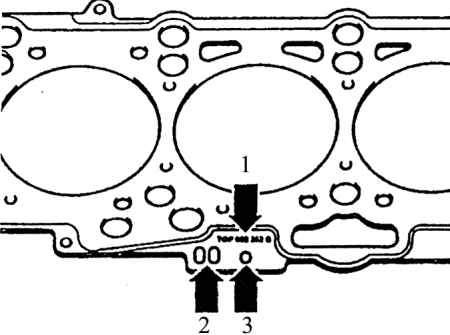
1 – номер детали;
2 – код;
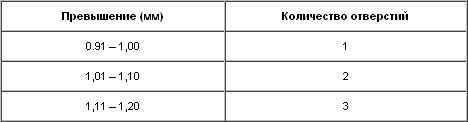
3 – количество отверстий обозначает допустимое превышение поршня над поверхностью блока
Расположение подобно тому, как в двигателе 1,6–55 кВт.
Шатуны изготовлены из стальных поковок. Верхняя проушина снабжена бронзовой втулкой. Нижняя проушина раздельная и в нее вкладываются вкладыши из трех слоев металлов. Правильное взаимное положение шатуна и его нижней части проушины обозначается кернением по бокам (см. обозначение В на рис. Монтажная развертка шатуна и поршня), принадлежность шатуна в сборе к цилиндру обозначается числом кернений на поверхности шатуна и нижней проушины (А). Шатуны разделены на группы по массе по 75 г и контролируются на параллельность обеих проушин.
Поршни изготавливаются из отливок легкого сплава (Al, Si, Cu, Ni, Mg). В трех канавках на каждом поршне два уплотнительных и одно маслосъемное кольца. Все кольца собираются надписью ТОР вверх. Положение при сборке и принадлежность к цилиндру указана на внутренней стороне поршня.
Поршни распределены на группы по массе и допуску на диаметр. Как цилиндры можно перешлифовывать до 2 раз, так и поршни можно шлифовать до 2 раз.
Поршневые пальцы стальные, пустотелые, внешний диаметр 17 мм, облегчающее отверстие – 10 мм. Пальцы свободно двигаются в проушинах шатунов и поршней. От выпадания их предохраняют упругие кольца, защелкнутые в канавках в поршнях. При сборке поршней и шатунов надо контролировать положение поршней в верхней мертвой точке. В зависимости от превышения поршня верхнего края цилиндра подбирается толщина уплотнения под головку блока цилиндров. Уплотнение между головкой блока цилиндров и блок-картером металлическое, фигурное, с обеих сторон обтянутое тонким слоем пластмассы. Выпускается оно в трех толщинах и обозначается отверстием либо насечкой по кромке.