 Audi
Audi BMW
BMW Chery
Chery Citroen
Citroen Daewoo
Daewoo Ford
Ford Honda
Honda Hyundai
Hyundai Infiniti
Infiniti Isuzu
Isuzu Jeep
Jeep Kia
Kia Lexus
Lexus Mazda
Mazda Mercedes
Mercedes Mitsubishi
Mitsubishi Nissan
Nissan Opel
Opel Peugeot
Peugeot Renault
Renault Saab
Saab Skoda
Skoda Subaru
Subaru Suzuki
Suzuki Toyota
Toyota Volkswagen
Volkswagen Volvo
Volvo ВАЗ
ВАЗ ГАЗ
ГАЗ ИЖ
ИЖ Москвич
Москвич УАЗ
УАЗ2.7.3. Измерение рабочего зазора в поршнях
Для определения рабочего зазора поршней необходимо промерить их диаметры и записать результаты. Для определения зазора следует замерить диаметры гильз цилиндров, как описано ниже.
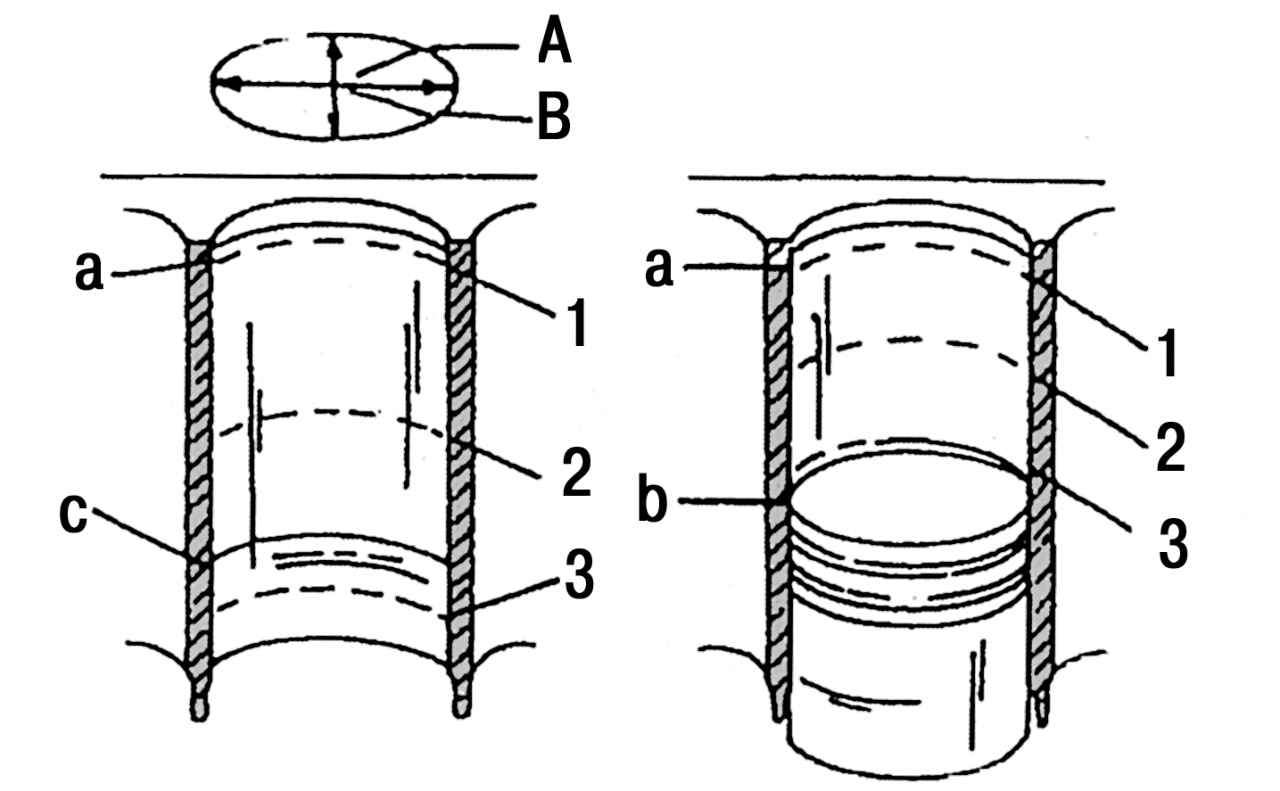 |
Рис. 55. Места замера отверстий гильз цилиндров: А — замер в продольной оси двигателя; В — замер в поперечной оси двигателя; а — верхняя точка остановки верхнего поршневого кольца; b — нижняя точка остановки поршня; с — нижняя точка остановки маслосъемного кольца; 1, 2, 3 — точки замера
|
С помощью нутромера замерить диаметр цилиндра, как показано на рис. 55.
Замеры проводятся в продольной и поперечной осях блока цилиндров двигателя и на равных глубинах цилиндров. Все шесть результатов аккуратно записываются. Разница в полученных результатах замеров в верхней и нижней части цилиндра свидетельствует о его конусности. Разница в результатах, полученных при замерах в продольной оси и при замерах в поперечной оси, свидетельствует об овальности отверстий цилиндров. Ни в одной из 6 точек измерения диаметр цилиндра не должен отклоняться от заданного более чем на 0,12 мм.
Для каждого двигателя предусмотрены сменные гильзы цилиндров, запрессовку которых в блок цилиндров следует выполнять на СТО. Привалочная поверхность блока цилиндров должна проверяться на наличие деформаций аналогично привалочной поверхности головки блока цилиндров. Провести замеры в продольном, поперечном и диагональном направлениях под линейкой, устанавленной на привалочной поверхности блока цилиндров. Щуп толщиной более 0,10 мм не должен проходить под линейку ни в одной точке поверхности.