| 1. Нанесите моторное масло на внутреннюю
часть нового маслоотражательного колпачка клапана. |
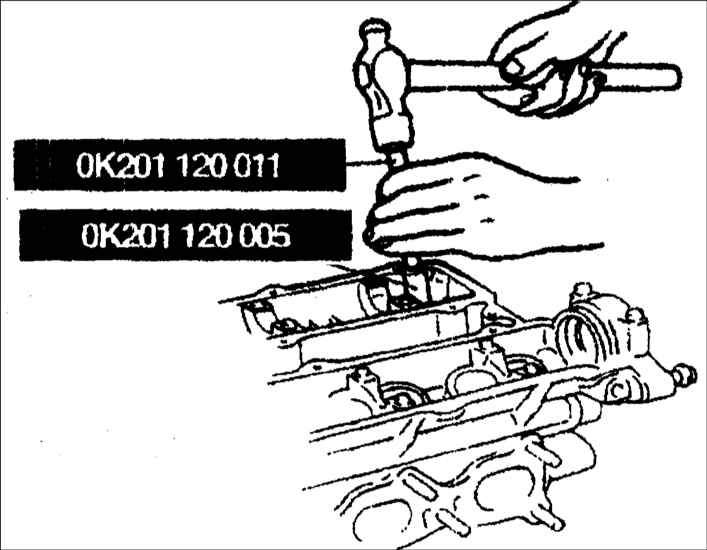
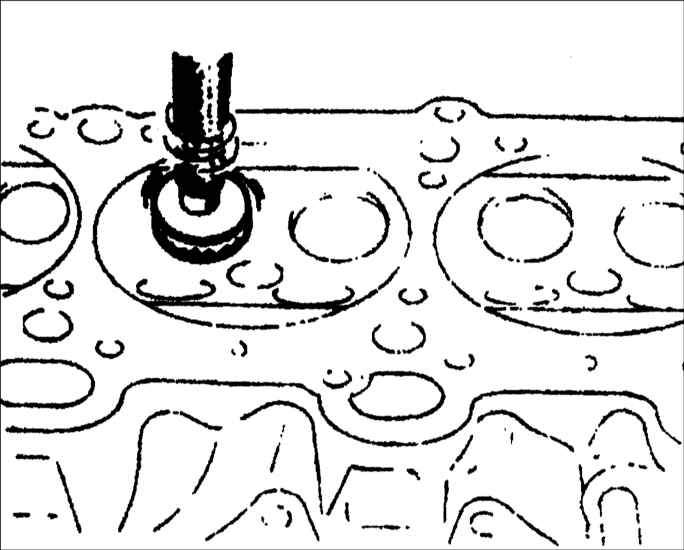
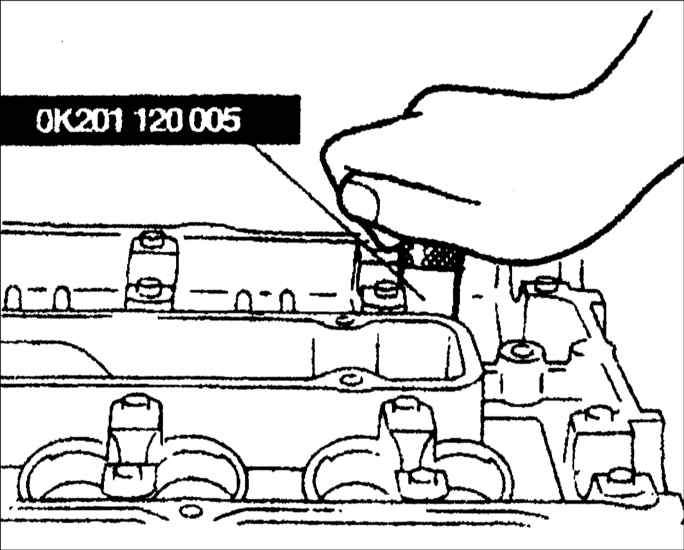
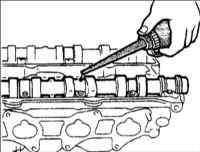
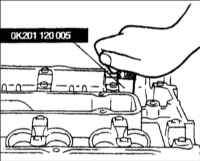 | 2.
Установите маслоотражательный колпачок клапана на направляющую втулку клапана
с помощью специального приспособления ОК201 120 005. |
|
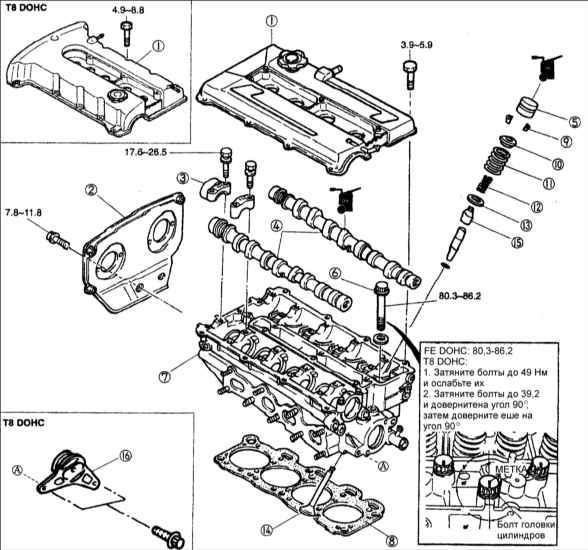
3. Установите нижнюю тарелку клапана. |
| 4.
Установите клапан. |
| 5. Установите пружины клапана и верхнюю тарелку
клапана. |
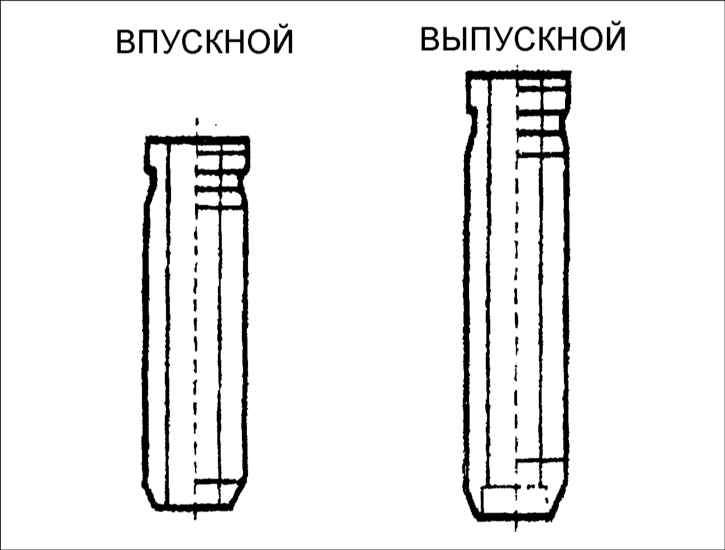
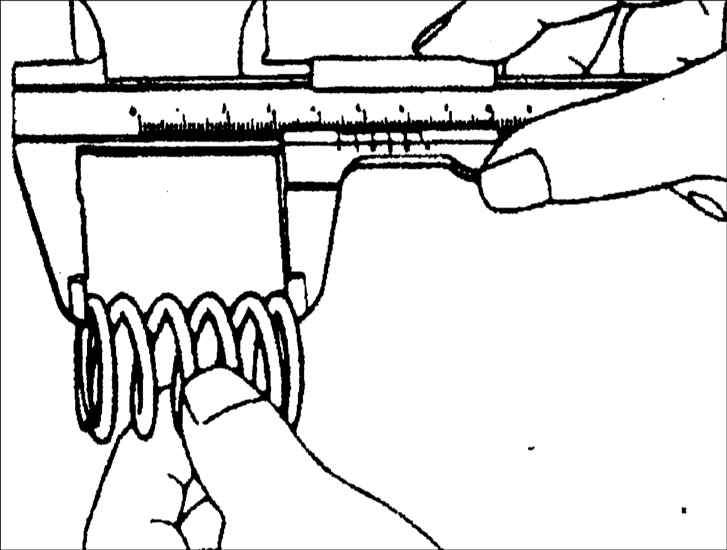
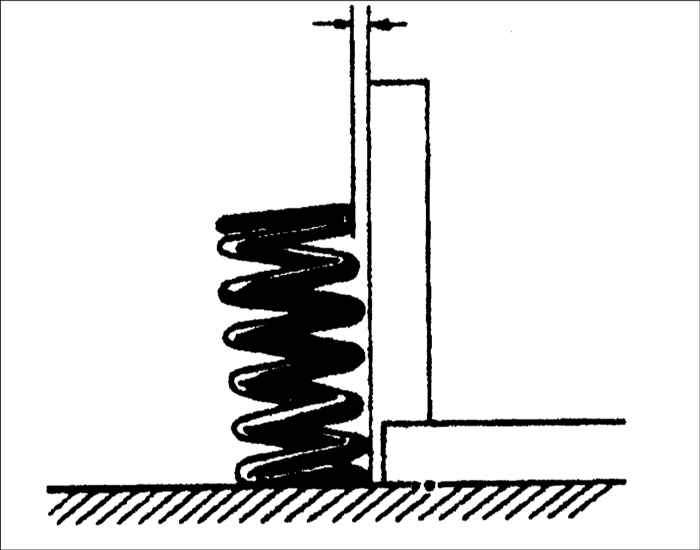
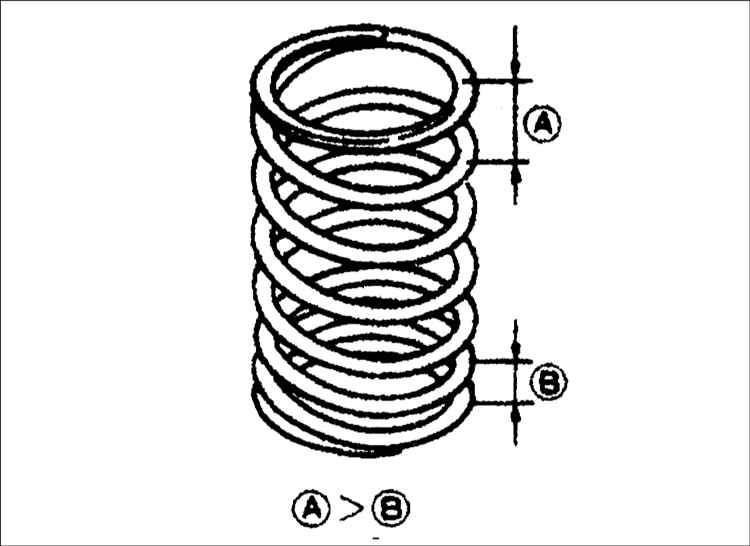
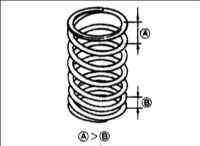
| 6. Установите пружину
клапана таким образом, чтобы витки с мелким шагом (В) были направлены к головке
блока цилиндров. |
 | 7.
Установите верхнее гнездо пружины и специальным приспособлением сожмите пружину. |
| 8. Установите сухари и снимите специальное
приспособление для сжатия пружины. |
| 9.
Пластиковым молотком несколько раз ударьте по торцу стержня клапана для того,
чтобы сухари установились на свои места. |
|
10. Повторите эти операции на всех клапанах. |
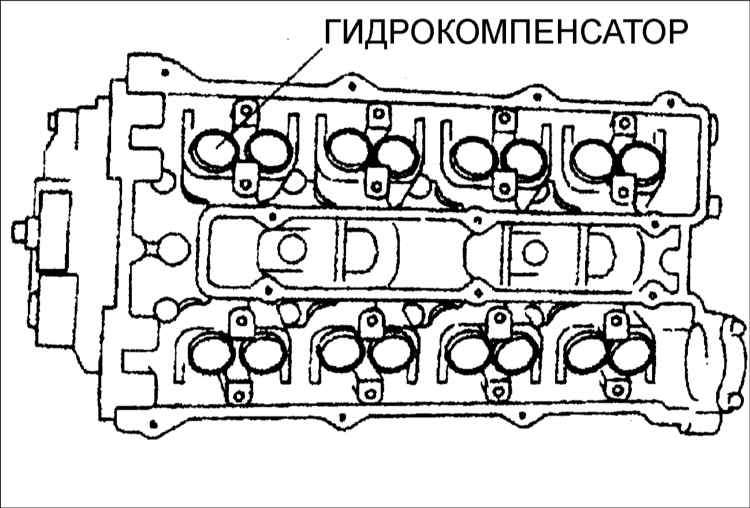
 | 11.
Нанесите тонкий слой моторного масла на боковую поверхность гидравлических
компенсаторов зазоров клапанов. |
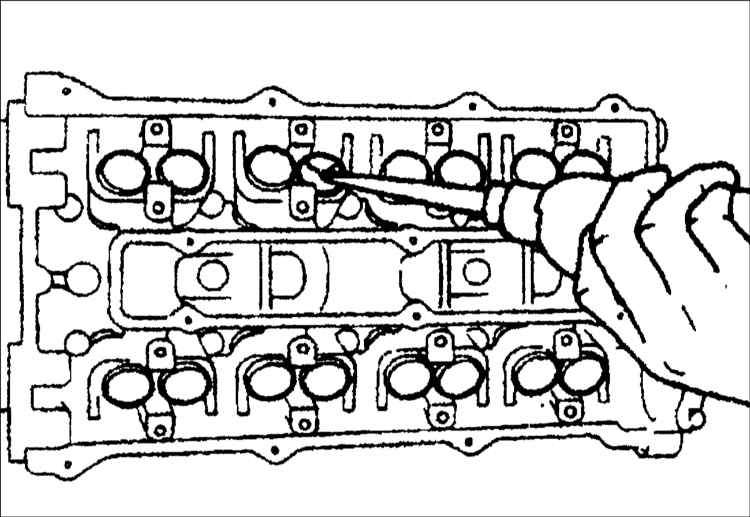
| 12. Установите
гидравлические компенсаторы на те места, откуда они были сняты. |
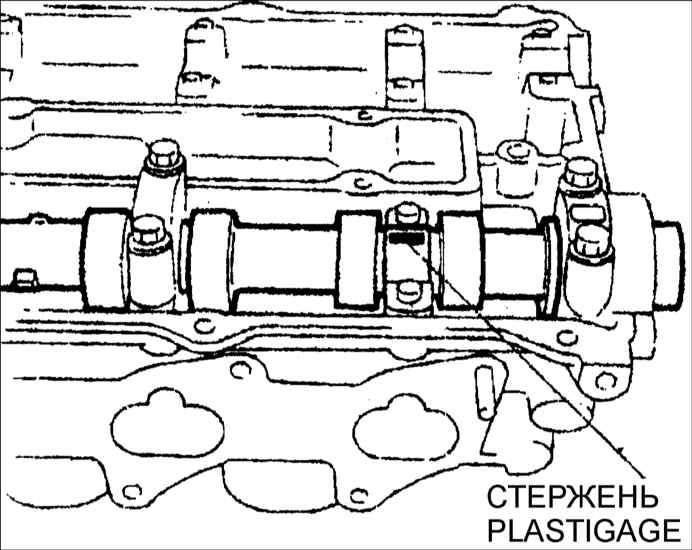
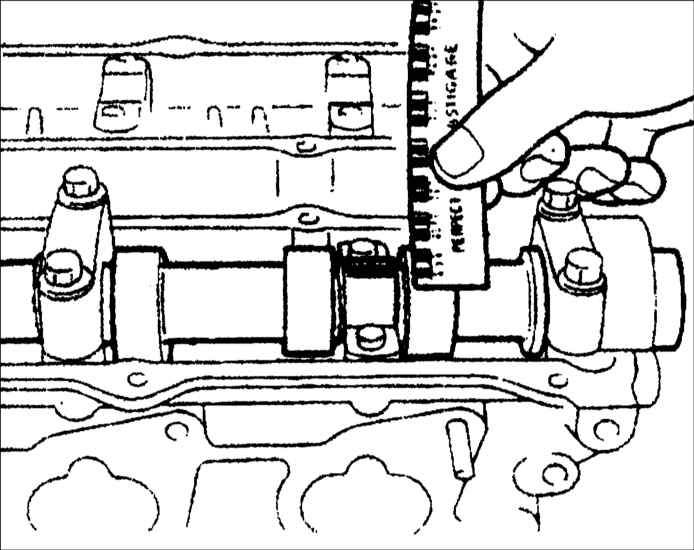
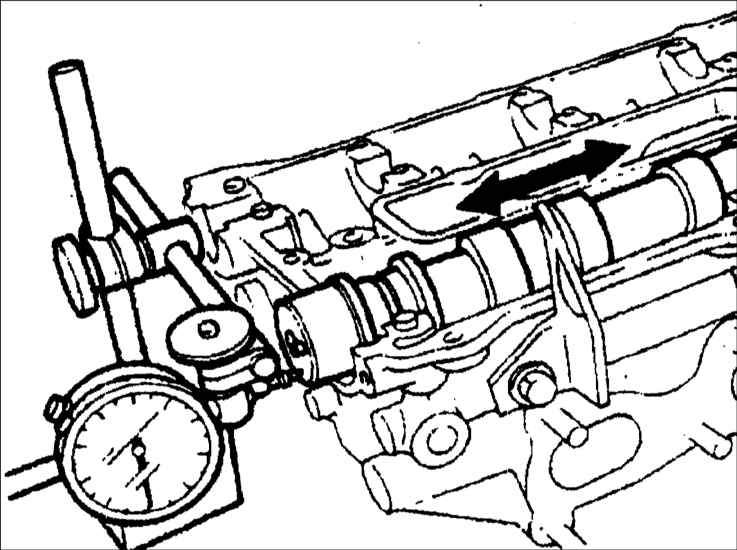
 | 13.
Проверьте, нет ли свободного перемещения гидравлических компенсаторов. |
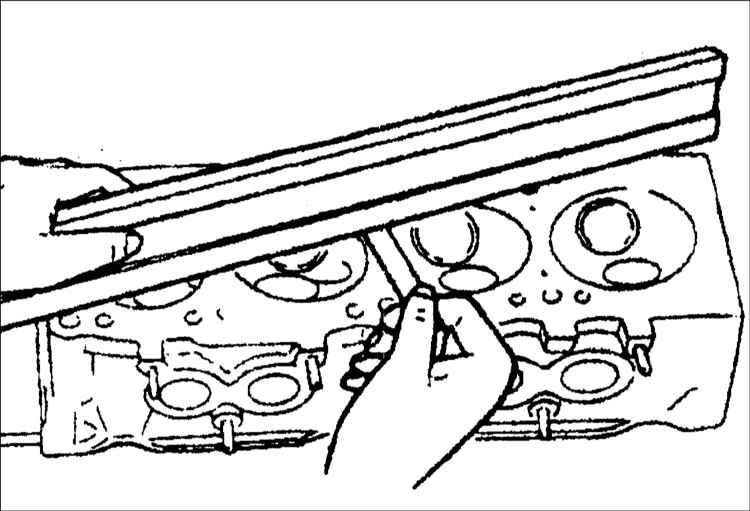
| 14. Тщательно удалите с верхней части блока
цилиндров все загрязнения и масло. |
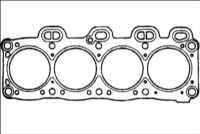 | 15.
Установите новую прокладку головки цилиндров. |
| 16.
Установите головку цилиндров. |
| 17.
Нанесите моторное масло на резьбы болтов и поверхности седел. |
 |
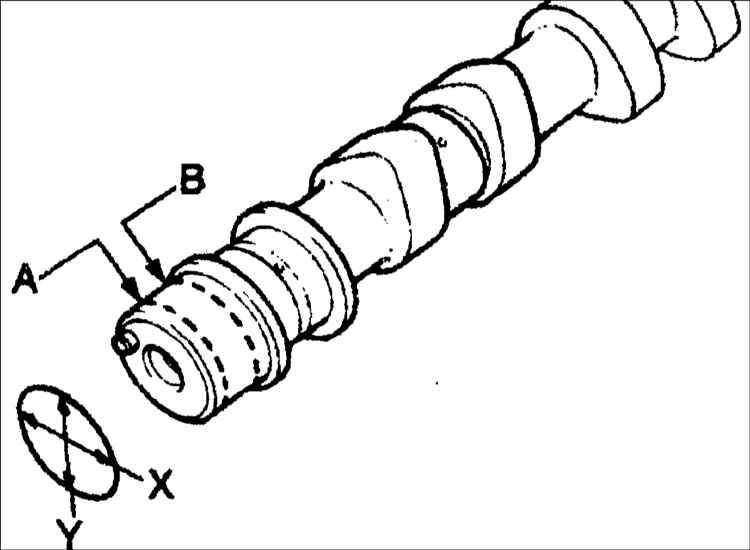
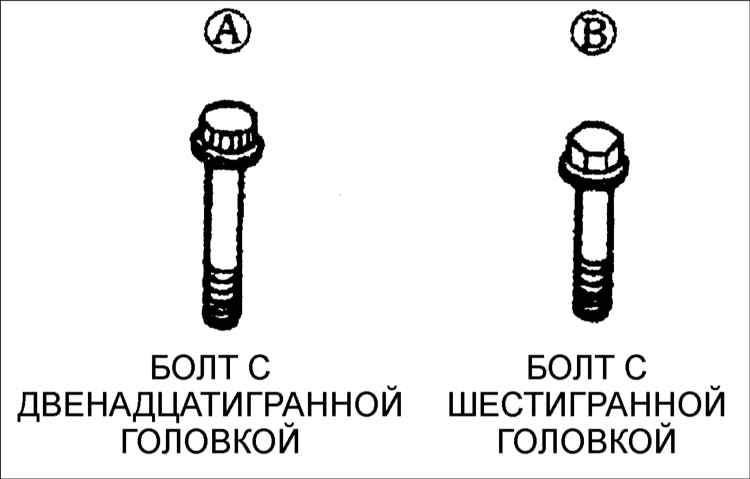
Предупреждение  Убедитесь, что болты головки цилиндров одного типа – (А) или (В). Не используйте
болты разных типов вперемешку.
Убедитесь, что болты головки цилиндров одного типа – (А) или (В). Не используйте
болты разных типов вперемешку.
|
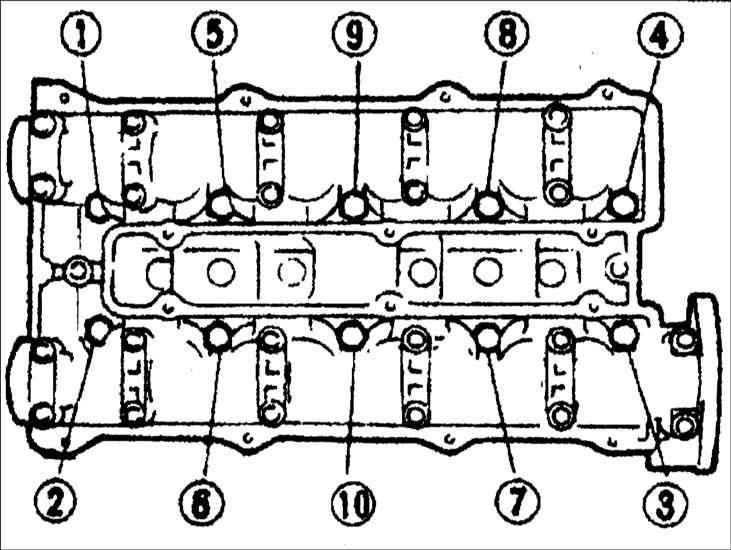
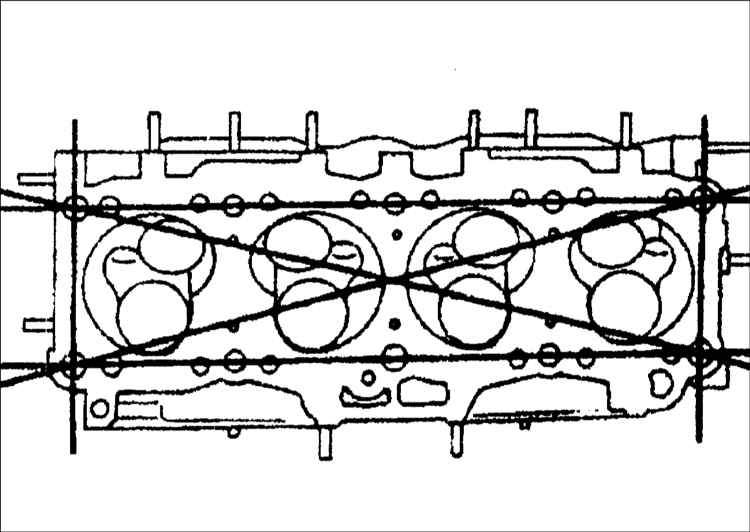
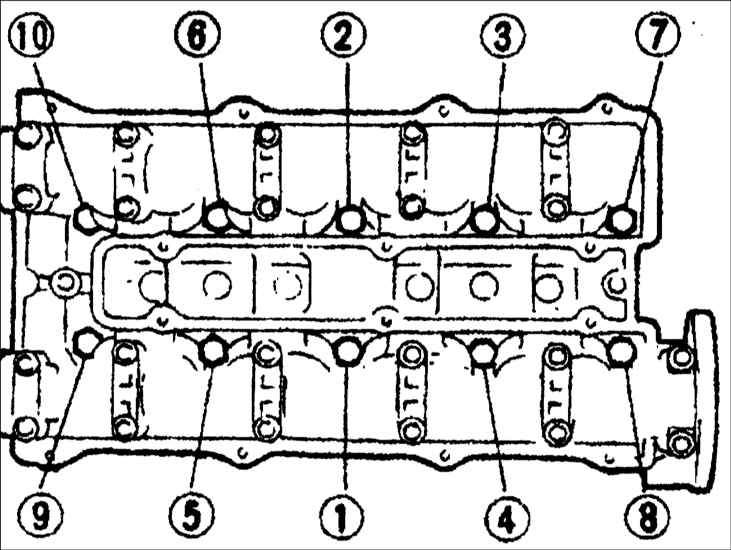
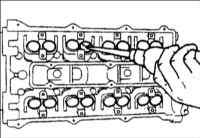
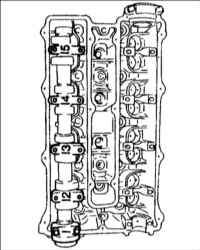
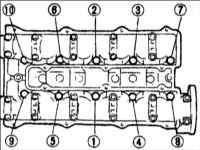 | 18.
В определенной последовательности затяните болты крепления головки блока цилиндров
в следующем порядке. FE DOHC: 80–86 Н•м
Т8 DOHC:
а. затяните болты
моментом затяжки 49 Н•м;
b. в последовательности, обратной затягиванию, ослабьте
болты;
с. затяните болты моментом затяжки 39,2Н•м;
d. доверните болты
на угол 90°. |
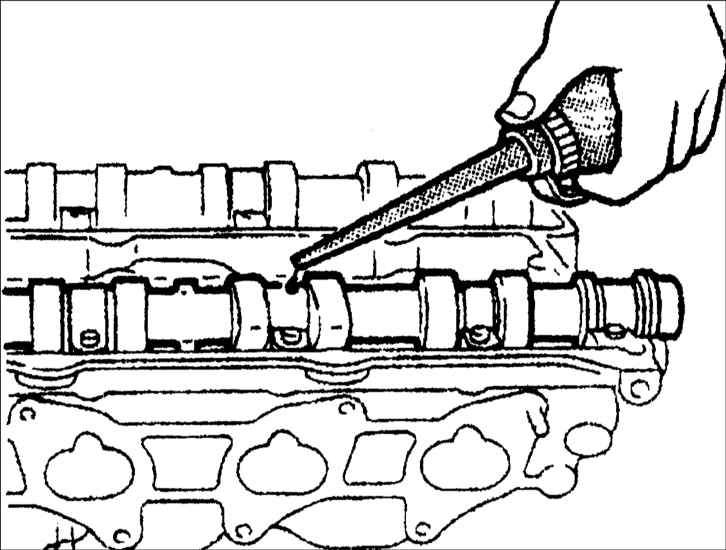
 | 19.
Нанесите достаточное количество моторного масла на шейки и подшипники распределительных
валов. |
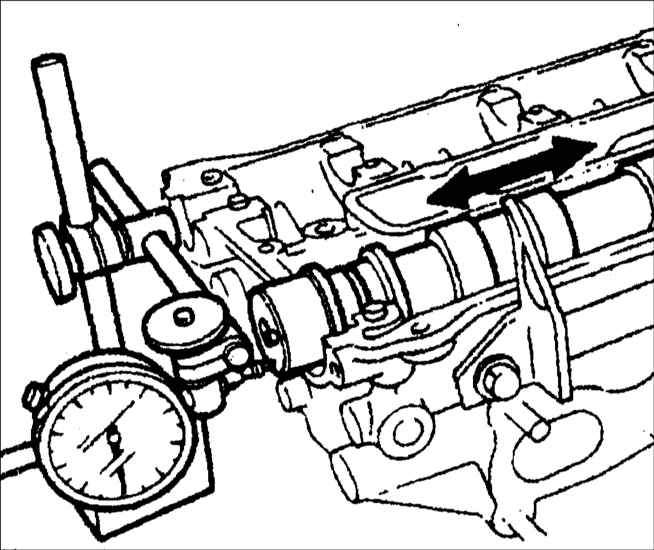
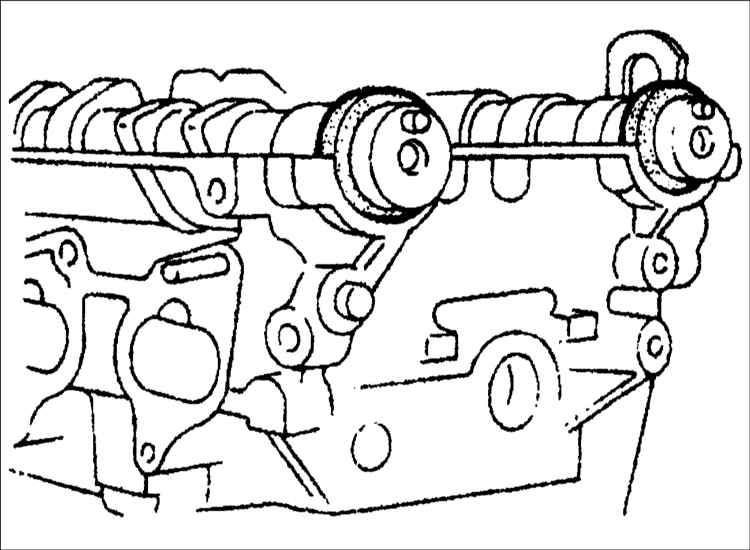
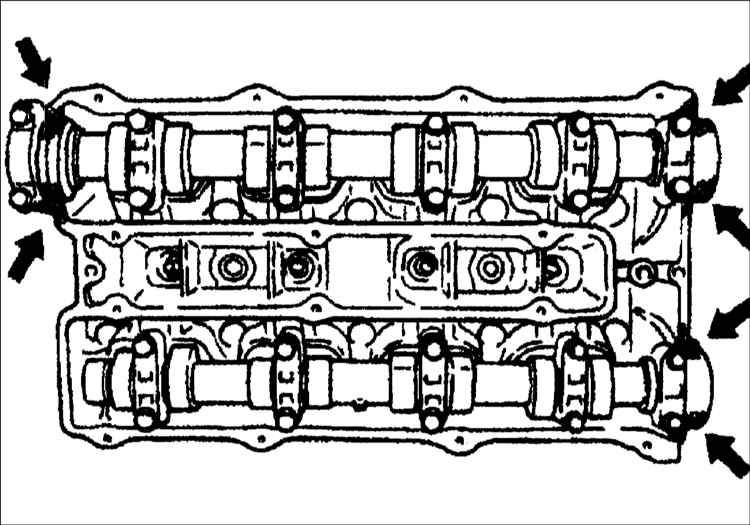
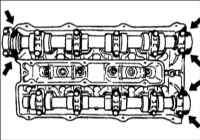
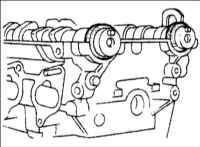 | 20.
Установите распределительные валы так, чтобы установочный штифт располагался точно
вверху. |
| 21. Нанесите достаточное
количество чистого моторного масла на контуры кулачков и шейки распределительных
валов. |
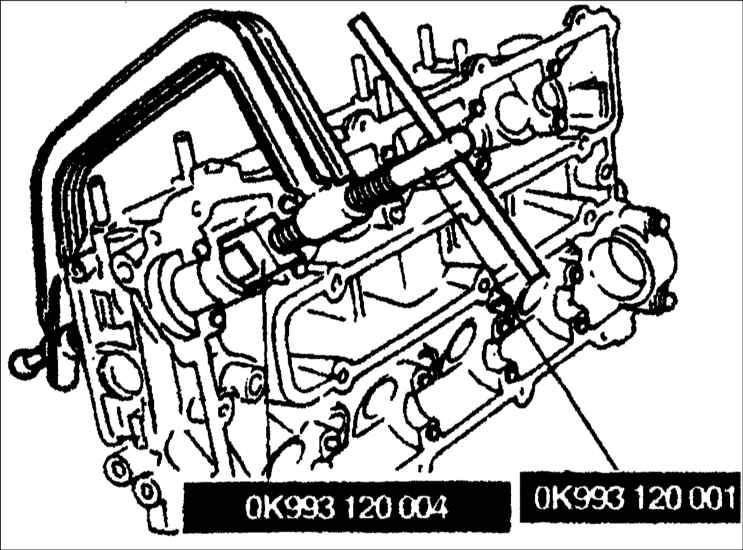
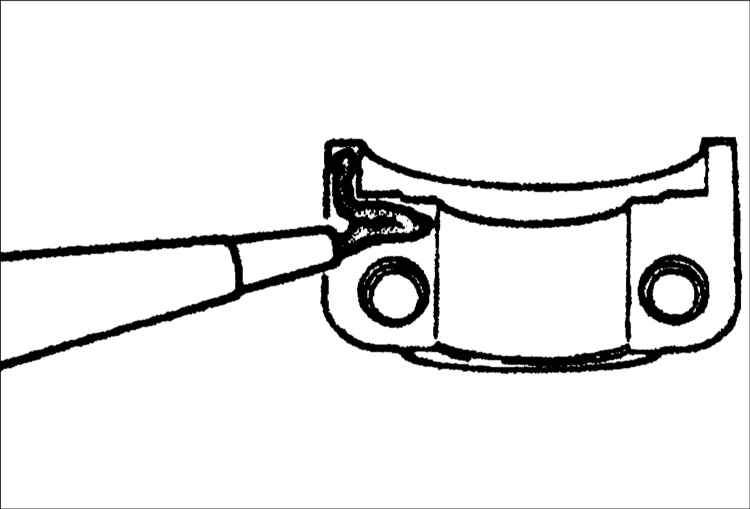
 | 22.
Нанесите силиконовый герметик на привалочные поверхности передних крышек распределительных
валов. |
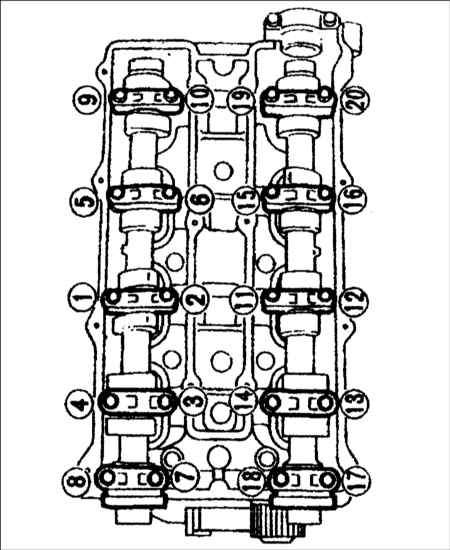
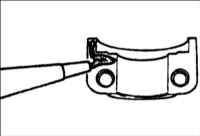
 | 23.
Установите крышки распределительных валов в соответствии с их номерами и разметкой. |
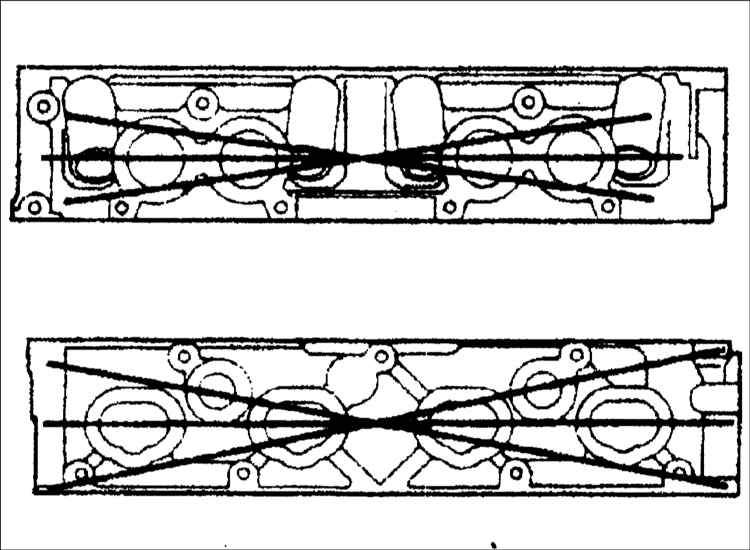
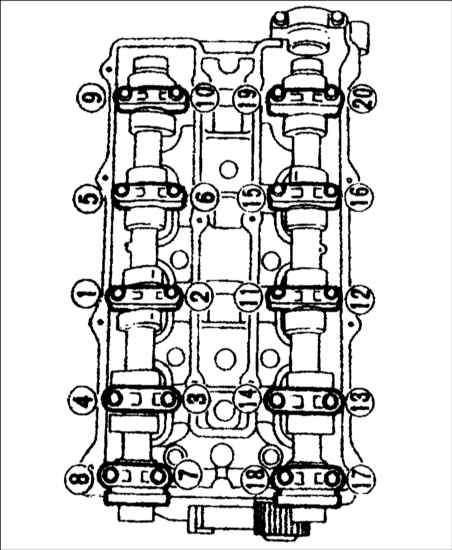
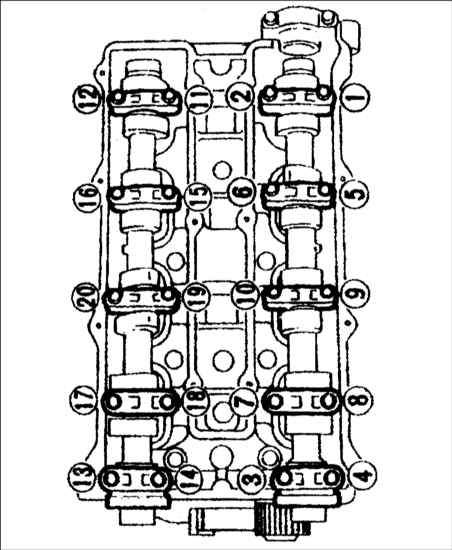
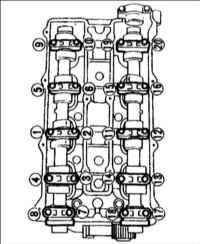 | 24.
В определенной последовательности за 2–3 этапа затяните болты крепления крышек
распределительных валов.
Момент затяжки: 17,6–26,5 Н•м |
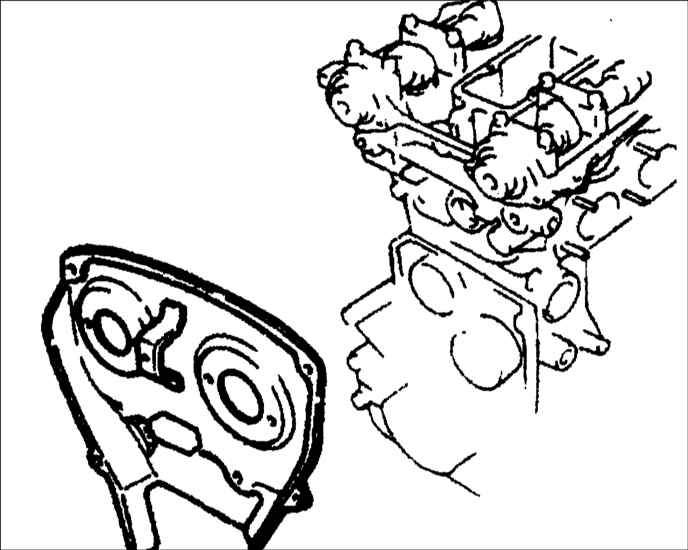
 | 25.
Установите уплотнительную пластину и закрепите ее болтами. Момент затяжки:
7,8–11,8 Н•м |
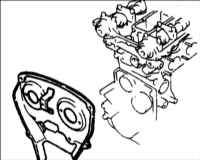
 | 26.
Нанесите силиконовый герметик на передние и заднюю крышку распределительных валов. |
| 27. Установите крышку головки цилиндров и
закрепите ее болтами. Момент затяжки: 3,9–5,9 Н•м |
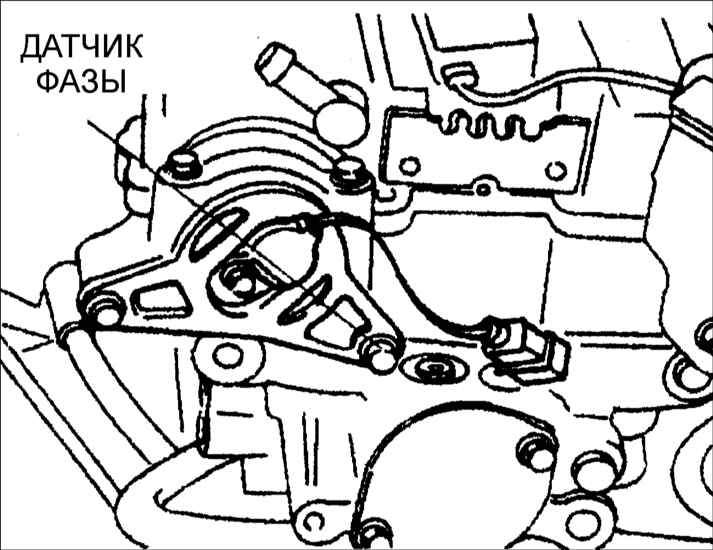
| 28.
Удалите грязь и смазку с поверхности корпуса датчика угла поворота. |
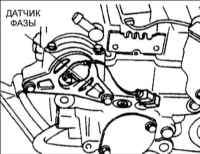 | 29.
Установите датчик угла поворота с новым уплотнительным кольцом и закрепите его
болтами. |
Предупреждение
Не используйте повторно
уплотнительное кольцо.
|
 Audi
Audi BMW
BMW Chery
Chery Citroen
Citroen Daewoo
Daewoo Ford
Ford Honda
Honda Hyundai
Hyundai Infiniti
Infiniti Isuzu
Isuzu Jeep
Jeep Kia
Kia Lexus
Lexus Mazda
Mazda Mercedes
Mercedes Mitsubishi
Mitsubishi Nissan
Nissan Opel
Opel Peugeot
Peugeot Renault
Renault Saab
Saab Skoda
Skoda Subaru
Subaru Suzuki
Suzuki Toyota
Toyota Volkswagen
Volkswagen Volvo
Volvo ВАЗ
ВАЗ ГАЗ
ГАЗ ИЖ
ИЖ Москвич
Москвич УАЗ
УАЗ