4.22. Проверка состояния блока двигателя
Предварительно блок должен быть тщательным образом очищен (см.
Чистка
блока двигателя).
|
|
- Произведите внешний осмотр блока на предмет выявления следов
коррозии, трещин и прочих повреждений. Проверьте состояние резьбы
болтовых отверстий. Разумно будет также произвести тестирование
блока на наличие скрытых трещин в условиях мастерской автосервиса
с применением специального диагностического оборудования. В случае
выявления дефектов блок подлежит восстановительному ремонту или
замене.
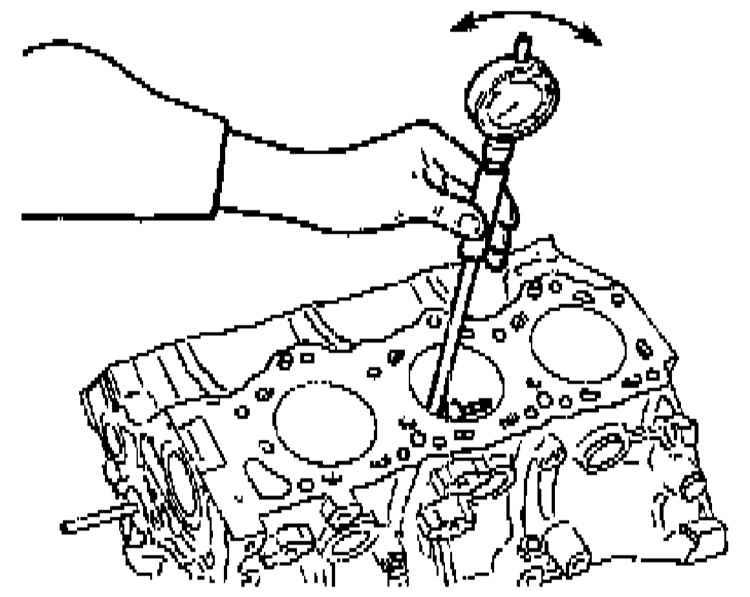
- Проверьте состояние зеркал цилиндров.
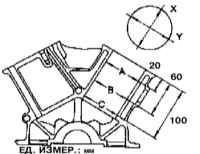
- Оцените величины имеющих место конусности и овальности цилиндров:
|
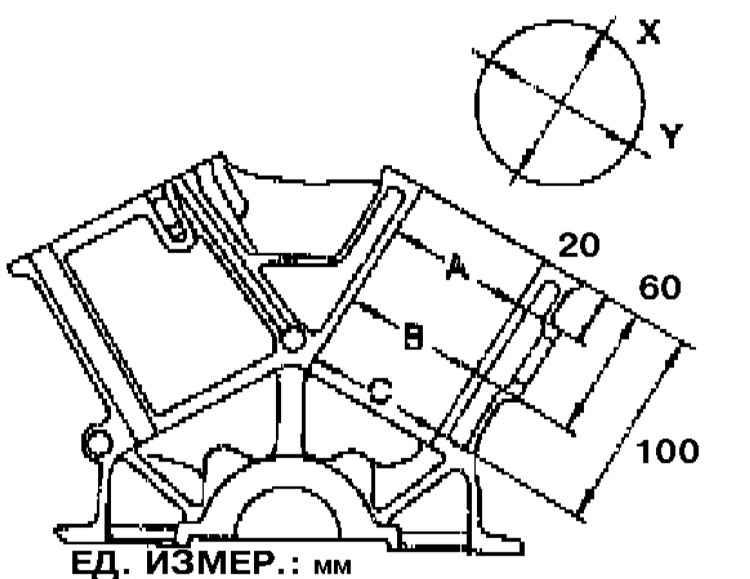
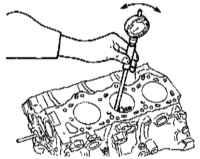
- Измерьте диаметр каждого из цилиндров в верхнем (непосредственно
под границей ступенчатого износа), центральном и нижнем сечениях
в плоскости параллельной оси коленчатого вала;
|
|
- Теперь измерьте диаметры на тех же трех уровнях, но в плоскости,
перпендикулярной оси блока;
|
- Величину конусности цилиндра определяет разница между результатами
измерений в верхнем и нижнем сечениях. Овальностью называется
разница диаметров в параллельной и перпендикулярной оси коленчатого
вала в каждой из плоскостей;
|
|
- Сравните результаты проверки с номинальными значениями (см.
Спецификации).
|
- Действуя в описанной манере, поочередно проверьте все цилиндры.
|
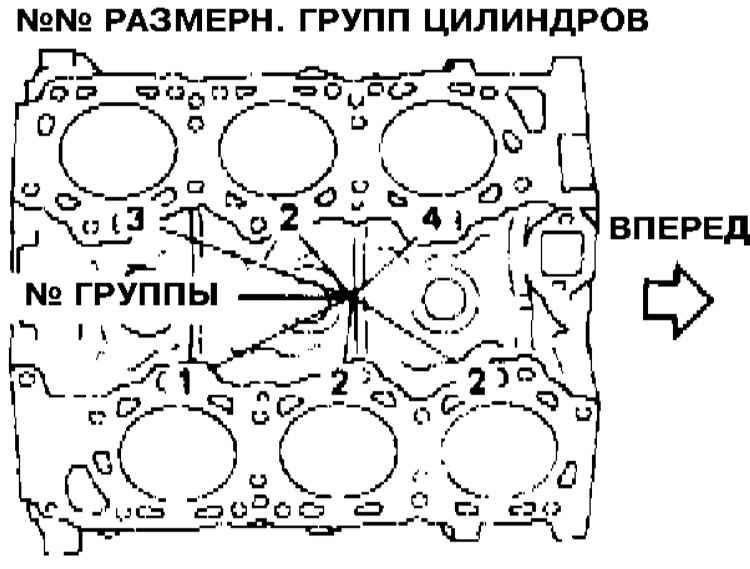
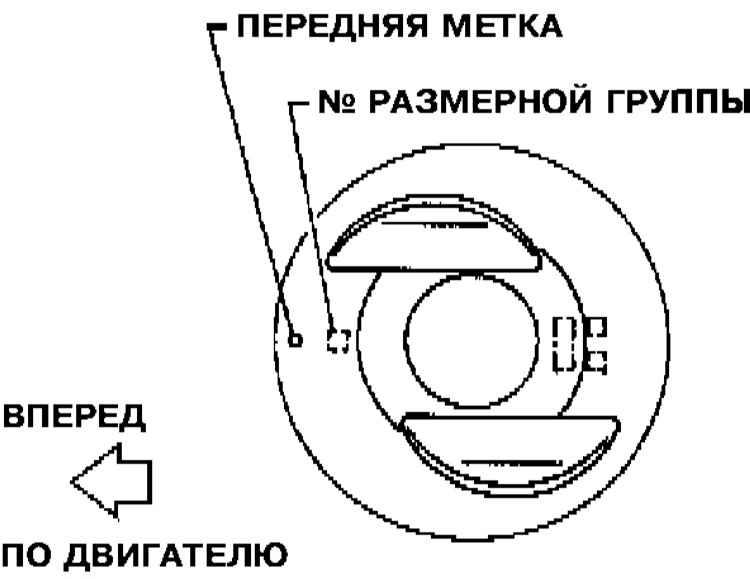
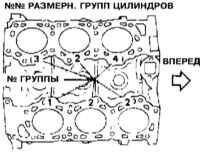
- Стандартные диаметры цилиндров могут иметь незначительный разброс,
с целью компенсации которого выпускаются поршни нескольких стандартных
размерных групп, — номер группы выбивается на поверхности блока
вблизи каждого цилиндра, а также на днище поршня, позади передней
метки.
|
|
- При установке поршней стандартного размера проследите за соответствием
их размерных групп размерным группам соответствующих цилиндров.
При установке шатунных сборок поршни должны оказаться развернуты
передними метками на днищах вперед по двигателю.
|

|
- При выявлении заметных дефектов или отклонении результатов
измерений от нормативных требований, блок цилиндров подлежит восстановительной
механической обработке в условиях мастерской автосервиса. Если
в процессе восстановительного ремонта была произведена расточка
цилиндров, двигатель должен быть укомплектован новыми поршнями
соответствующего ремонтного (с превышением) размера.
- Если состояние зеркал цилиндров в ходе выполнения проверки
найдено удовлетворительным при одновременном соблюдении нормативных
требований к форме цилиндров и зазорам посадки в них поршней (см.
Проверка состояния компонентов шатунно-поршневой
группы), необходимость в проточке цилиндров отпадает. Достаточно
будет лишь выполнить хонингование их зеркал (см.
Хонингование
зеркал цилиндров).
|
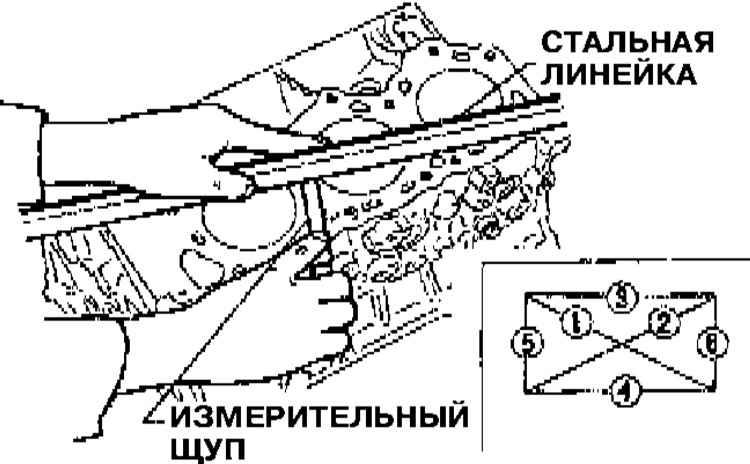
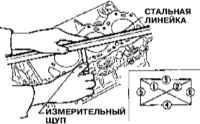
- Проверьте плоскостность сопрягаемой с головкой поверхности блока
(измерение должно производиться по трем направлениям: по оси блока
и двум его диагоналям. Сравните результат измерений с требованиями
Спецификаций, в случае необходимости отдайте
блок в проточку.
|
|
|
 Audi
Audi BMW
BMW Chery
Chery Citroen
Citroen Daewoo
Daewoo Ford
Ford Honda
Honda Hyundai
Hyundai Infiniti
Infiniti Isuzu
Isuzu Jeep
Jeep Kia
Kia Lexus
Lexus Mazda
Mazda Mercedes
Mercedes Mitsubishi
Mitsubishi Nissan
Nissan Opel
Opel Peugeot
Peugeot Renault
Renault Saab
Saab Skoda
Skoda Subaru
Subaru Suzuki
Suzuki Toyota
Toyota Volkswagen
Volkswagen Volvo
Volvo ВАЗ
ВАЗ ГАЗ
ГАЗ ИЖ
ИЖ Москвич
Москвич УАЗ
УАЗ