 Audi
Audi BMW
BMW Chery
Chery Citroen
Citroen Daewoo
Daewoo Ford
Ford Honda
Honda Hyundai
Hyundai Infiniti
Infiniti Isuzu
Isuzu Jeep
Jeep Kia
Kia Lexus
Lexus Mazda
Mazda Mercedes
Mercedes Mitsubishi
Mitsubishi Nissan
Nissan Opel
Opel Peugeot
Peugeot Renault
Renault Saab
Saab Skoda
Skoda Subaru
Subaru Suzuki
Suzuki Toyota
Toyota Volkswagen
Volkswagen Volvo
Volvo ВАЗ
ВАЗ ГАЗ
ГАЗ ИЖ
ИЖ Москвич
Москвич УАЗ
УАЗ2.5. Блок цилиндров
При полной разборке тщательно очистить блок цилиндров и удалить из полостей и смазочных каналов все отложения. Особое внимание необходимо обратить на полное удаление моющих жидкостей, используемых для очистки. Если это возможно, использовать для сушки сжатый воздух.
Для измерения рабочего зазора поршней измерить диаметры поршней (см. рис. 67) и зафиксировать полученные значения.
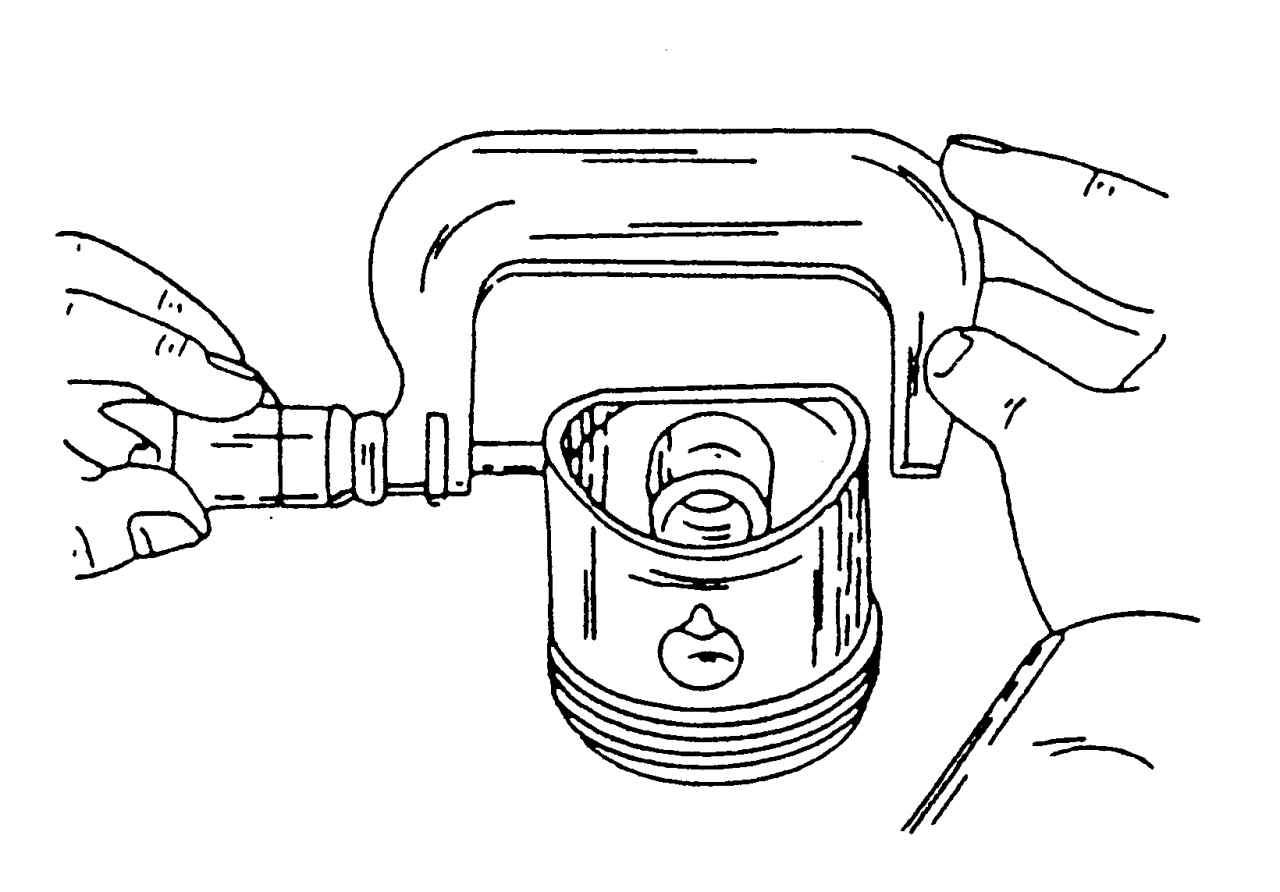 |
Рис. 67. Измерение диаметра поршня (на расстоянии 10 мм от нижней кромки юбки поршня)
|
Для определения рабочего зазора внутренний диаметр цилиндра необходимо измерять следующим образом:
- используя индикаторный нутромер, измерить диаметр на расстоянии 10 мм от верхней кромки и затем на таком же расстоянии от нижней кромки цилиндра;
- выполнить дополнительно одно измерение в середине;
- указанные измерения проводить в продольном направлении, а затем еще раз при тех же значениях глубины в поперечном направлении блока. Записать результаты всех шести измерений. Рекомендуем сделать чертеж, подобный рис. 74, и в нем указать результаты замера. Разность между значениями верхнего и нижнего замеров определяет конусность, разность между значениями замера в продольном и поперечном направлениях дает овальность. Ни в одном месте диаметр не должен отклоняться от номинального размера более чем на 0,04 мм. На рис. 74 (справа) приведены значения износа при нормальной эксплуатации (а) и при недостаточной смазке (b).
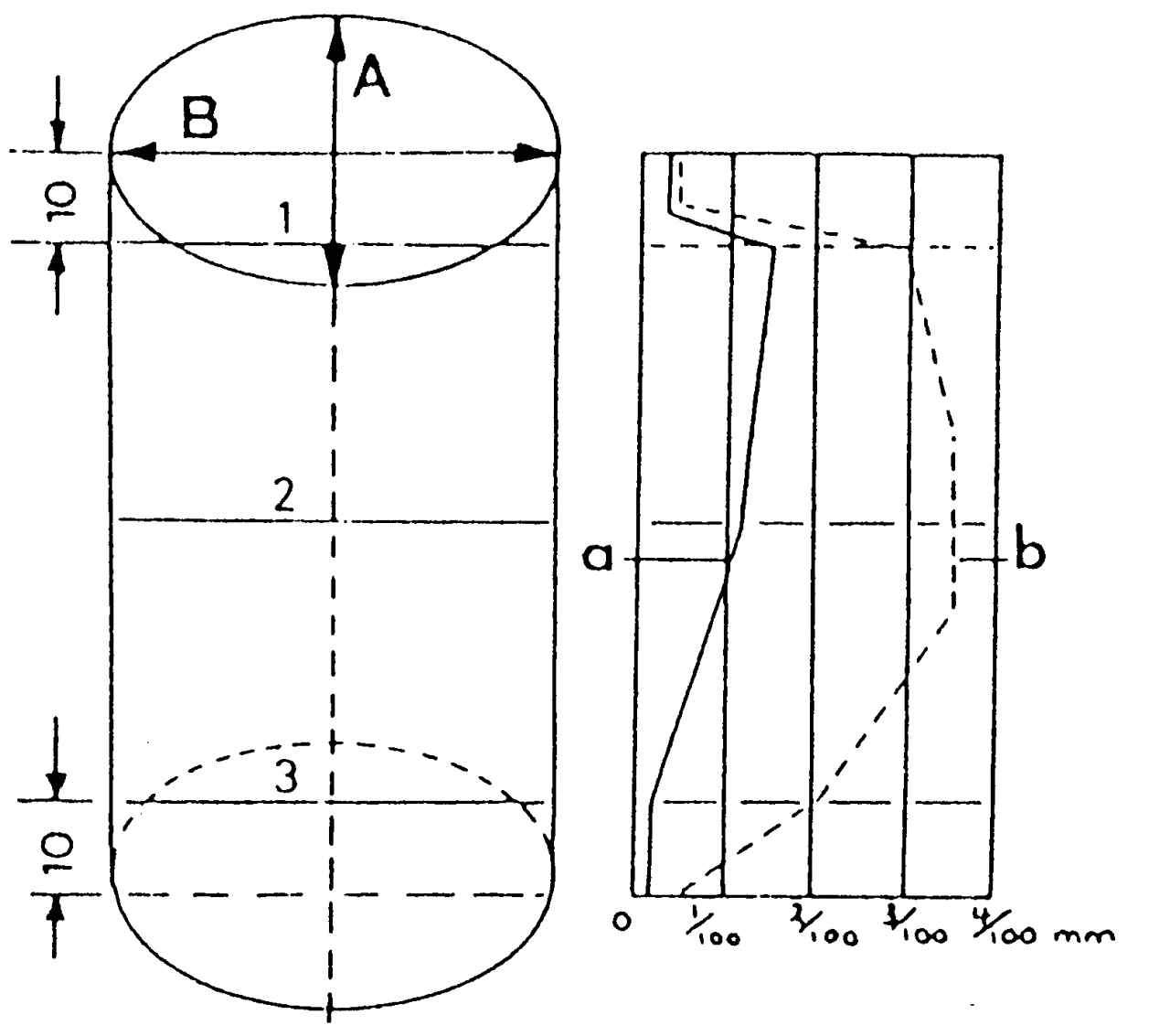 |
Рис. 74. Измерение внутренних диаметров цилиндров
|
Поршни выпускают трех ремонтных размеров, при необходимости блок надо дополнительно расточить и хонинговать до следующего размера.
Поверхность блока цилиндров проверяется на деформацию так же, как и головка блока цилиндров. Измерить блок слесарной линейкой и щупом в продольном, поперечном направлениях и по диагонали. Щуп толщиной более 0,10 мм не должен входить в зазоры.