 Audi
Audi BMW
BMW Chery
Chery Citroen
Citroen Daewoo
Daewoo Ford
Ford Honda
Honda Hyundai
Hyundai Infiniti
Infiniti Isuzu
Isuzu Jeep
Jeep Kia
Kia Lexus
Lexus Mazda
Mazda Mercedes
Mercedes Mitsubishi
Mitsubishi Nissan
Nissan Opel
Opel Peugeot
Peugeot Renault
Renault Saab
Saab Skoda
Skoda Subaru
Subaru Suzuki
Suzuki Toyota
Toyota Volkswagen
Volkswagen Volvo
Volvo ВАЗ
ВАЗ ГАЗ
ГАЗ ИЖ
ИЖ Москвич
Москвич УАЗ
УАЗ2.2.3. Ремонт деталей и узлов двигателя
Блок цилиндров двигателя
Подготовка блока цилиндров к ремонту и оценка его технического состояния
Вымойте блок цилиндров, погрузив его в ванну с моющим раствором. Затем промойте его струей того же раствора под давлением, чтобы очистить масляные каналы. Тщательно продуйте и просушите сжатым воздухом весь блок цилиндров, особенно систему масляных каналов.
Осмотрите блок цилиндров. Если в опорах или других местах блока цилиндров есть трещины, блок цилиндров замените.
Если есть подозрение, что в картер двигателя попадает охлаждающая жидкость, проверьте герметичность блока цилиндров на специальном стенде. Для этого заглушите все отверстия рубашки охлаждения и нагнетайте в нее воду комнатной температуры под давлением 0,3 МПа (3 кгс/см2), при этом в течение 2 мин не должно быть утечки воды из рубашки. Если рубашка охлаждения негерметична, замените блок, так как эта неисправность устранению не поддается.
При отсутствии стенда можно проверить герметичность блока до снятия и полной разборки двигателя, непосредственно на автомобиле. Для этого слейте жидкость из системы охлаждения, снимите головку блока цилиндров, заполните рубашку охлаждения блока водой и подайте сжатый воздух в вертикальный масляный канал блока. Если в стенках масляных каналов есть трещины или раковины, в воде появятся пузырьки воздуха.
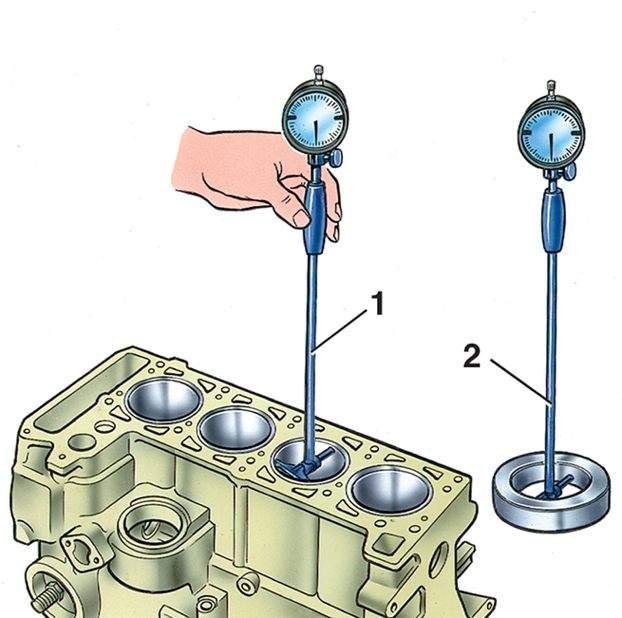 |
Рис. 2.54. Измерение цилиндров двигателя нутромером: 1 – нутромер; 2 – установка нутромера на ноль по калибру
|
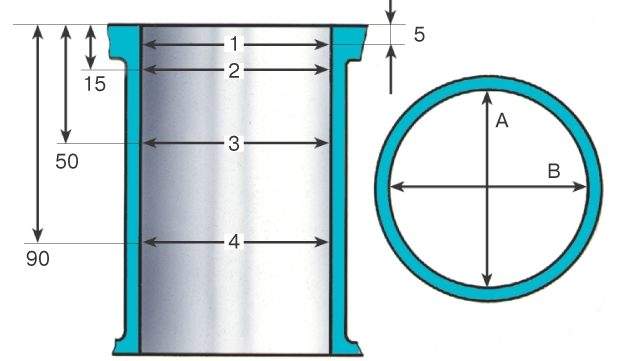 |
Рис. 2.55. Схема измерения цилиндров:
А и В – направления измерения; 1, 2, 3, 4 – номера поясов
|
Проверьте, не превышает ли зазор между цилиндром и поршнем допустимой величины (0,06–0,08 мм для нового двигателя и не более 0,15 мм для работавшего). Зазор определяют замером диаметров цилиндров и поршней. Диаметр цилиндра измеряют нутромером 1 (рис. 2.54) в четырех поясах в продольном и поперечном направлении (рис. 2.55).
В зоне пояса 1 цилиндры практически не изнашиваются. Поэтому по разности замеров в первом и остальных поясах можно судить о величине износа цилиндров.
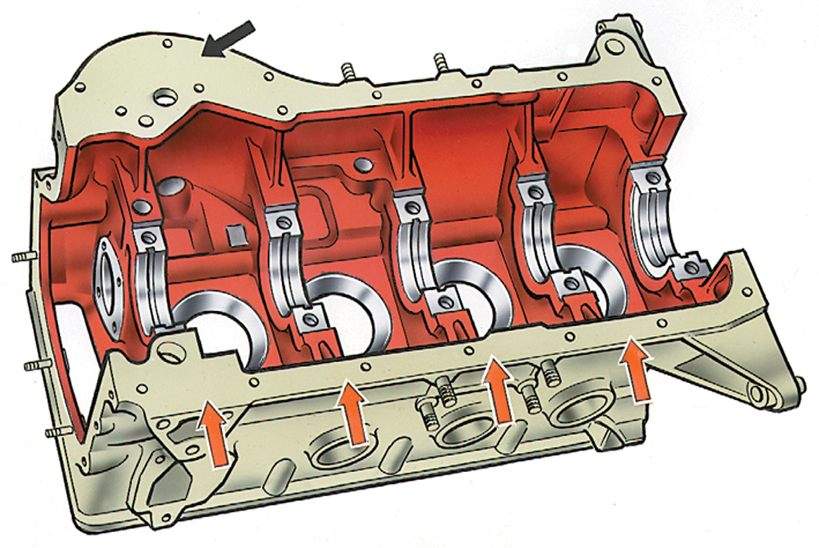 |
Рис. 2.56. Маркировка размерной группы цилиндров на блоке цилиндров (красные стрелки) и условного номера блока цилиндров (черная стрелка)
|
Диаметр поршня измеряют в плоскости, перпендикулярной поршневому пальцу, на расстоянии 52,4 мм от днища поршня.
|
ПРИМЕЧАНИЕ
Цилиндры блока по диаметру разбиты через 0,01 мм на пять классов: А, В, С, D, Е. Класс цилиндра помечен на нижней плоскости блока (рис. 2.56). На этой же плоскости, а также на крышках коренных подшипников клеймится условный номер блока цилиндров, указывающий на принадлежность крышек подшипников к данному блоку.
|
|
Размерный класс
|
Диаметр цилиндра,мм
|
|
A
|
79,00–79,01
|
|
B
|
79,01–79,02
|
|
C
|
79,02–79,03
|
|
D
|
79,03–79,04
|
|
E
|
79,04–79,05
|
 |
Рис. 2.57. Поршень двигателя: 1, 2 и 3 – плоскости измерения профиля юбки; 4 – утрированный профиль юбки в продольном сечении (перпендикулярно оси поршневого пальца)
|
Для обеспечения оптимального зазора между зеркалом цилиндра и поршнем последние делят по наибольшему диаметру юбки в плоскости измерения 2 (рис. 2.57) на пять классов А, В, С, D, Е. Буквенное обозначение класса нанесено на днище поршня.
Буквы означают следующие размеры (в мм) диаметра юбки:
|
Размерный класс
|
Диаметр юбки, мм
|
|
A
|
78,930–78,940
|
|
B
|
78,940–78,950
|
|
C
|
78,950–78,960
|
|
D
|
78,960–78,970
|
|
E
|
78,970–78,980
|
Если максимальная величина зазора больше 0,15 мм, расточите и отхонингуйте цилиндры под ремонтный диаметр поршней (увеличенный на 0,4; 0,7 мм) с учетом монтажного зазора 0,06–0,08 мм между поршнем и цилиндром.
Проверьте, нет ли деформации плоскости разъема блока цилиндров с головкой блока цилиндров. Проверку выполняйте с помощью металлической линейки и набора щупов. Установите линейку на ребро по диагоналям плоскости и в середине (в продольном и поперечном направлениях) и введите щуп в зазор (если он есть) между линейкой и блоком. Если неплоскостность превышает 0,1 мм, блок цилиндров замените, так как шлифовать или фрезеровать эту поверхность нельзя.
Шатунно-поршневая группа
Подбор поршня к цилиндру
Поршень и соответствующий ему цилиндр должны относиться к одному классу, как поршень с поршневым пальцем – к одной категории.
|
ПРИМЕЧАНИЕ
Как указывалось выше, по наружному диаметру поршни разбиты на пять классов (А, В, С, D, Е), а по диаметру отверстия под поршневой палец – на три категории через 0,004 мм. Класс поршня (буква) и категория отверстия под поршневой палец (цифра) клеймятся на днище поршня.
|
Для подбора поршня к любому цилиндру поршни и цилиндры разбиты на классы с некоторым перекрытием размеров. Поэтому в запасные части поставляют поршни только классов А, С, Е. Этих классов достаточно для подбора поршней к любому цилиндру.
Главное при подборе поршня – обеспечить необходимый монтажный зазор между поршнем и цилиндром, который определяют как разность измеренных диаметров цилиндра и поршня.
Разность большего и меньшего диаметров юбки поршня в поперечном сечении составляет 0,4 мм.
При подборе новых поршней к изношенному цилиндру зазор между юбкой поршня и зеркалом гильзы проверьте в нижней, менее изношенной части цилиндра. Не допускается уменьшение зазора в этой части цилиндра до значения менее 0,02 мм, так как может произойти заклинивание прогретого до рабочей температуры двигателя.
При текущем ремонте в частично изношенные цилиндры, как правило, устанавливают поршни, размер которых (нормальный или ремонтный) такой же, как у работавших в этом двигателе. Однако желательно подобрать комплект поршней с большим диаметром юбки для уменьшения зазора между поршнем и зеркалом цилиндра.
Поршни меняют чаще всего из-за износа канавки верхнего поршневого кольца и реже из-за износа юбки поршня.
Целесообразно заменять их в те же сроки, что и поршневые кольца.
Кроме поршней номинального размера, в запасные части поставляют поршни ремонтных размеров с увеличенным диаметром юбки для установки в расточенные и отхонингованные цилиндры.
|
Номер ремонтногопоршня
|
Увеличение диаметра юбки, мм
|
|
21011–1004015–21
|
+ 0,4
|
|
21011–1004015–22
|
+ 0,8
|
На днище ремонтных поршней выбиты наибольший диаметр юбки поршня, округ-ленный до 0,01 мм, и его масса.
Контроль массы поршней
В двигатель устанавливают поршни только одной весовой группы, которые по массе не должны отличаться друг от друга более чем на 5 г.
 |
Рис. 2.58. Схема удаления металла с поршня для подгонки массы поршня (стрелками указаны места, на которых можно удалять металл)
|
Если нет комплекта поршней одной группы, можно удалить часть металла с основания бобышек под поршневой палец. Места удаления металла указаны стрелками на рис. 2.58. Металл снимать можно на глубину не более 4,5 мм от номинальной высоты поршня (59,4 мм), а по ширине – до диаметра не более 70,5 мм.
Выпрессовка поршневого пальца
Выпрессуйте палец на прессе с помощью оправки и опоры с цилиндрической выемкой, в которую укладывают поршень.
|
ПРИМЕЧАНИЕ
Пред выпрессовкой пальца снимите с поршня поршневые кольца.
|
Если снятые детали мало изношены и не повреждены, их можно использовать снова. Поэтому при разборке пометьте детали, чтобы в дальнейшем установить детали шатунно-поршневой группы на прежние места.
Проверка зазора между поршнем и пальцем
Палец запрессован в верхнюю головку шатуна с натягом и свободно вращается в бо-бышках поршня (с зазором 0,016–0,08 мм).
Пальцы и отверстия в бобышках поршня делят по размерам на три группы через 0,004 мм и маркируют синей, зеленой и красной краской от меньшего к большему. В одном цилиндре двигателя поршень, палец и шатун должны быть одной размерной группы.
 |
Рис. 2.59. Проверка правильности подбора поршневого пальца
|
 |
Рис. 2.60. Проверка посадки поршневого пальца
|
Сопряжение поршневого пальца и поршня проверяют, вставляя палец, предварительно смазанный моторным маслом, в отверстия бобышек поршня. Поршневой палец должен входить в отверстия от усилия большого пальца руки (рис. 2.59) и не должен выпадать из бобышек поршня в вертикальном положении (рис. 2.60).
Выпадающий из бобышек палец замените другим, следующей группы. Если выпадает и палец третьей группы, то замените поршень с пальцем.
Подбор поршневых колец
Поршневые кольца подбирают по величине зазоров по высоте между кольцами и канав-ками в поршнях, а также в замке.
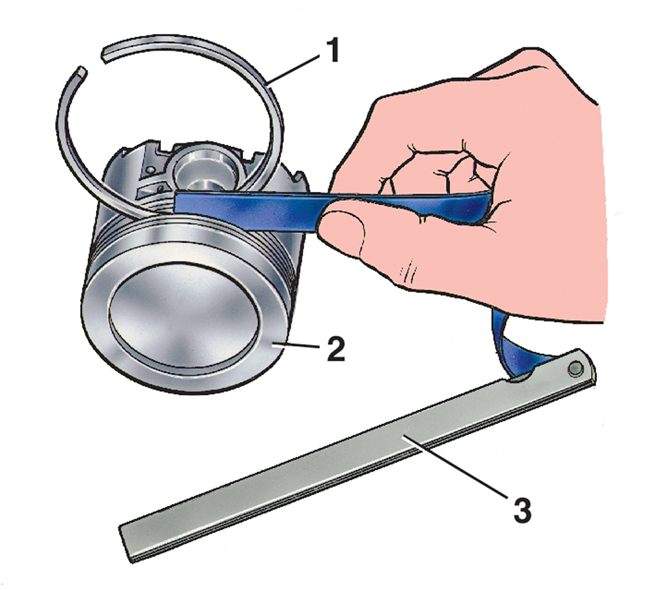 |
Рис. 2.61. Проверка зазора между поршневыми кольцами и канавками: 1 – поршневое кольцо; 2 – поршень; 3 – набор щупов
|
Зазор по высоте между канавками и кольцами проверяйте, как показано на рис. 2.61, вставляя кольцо в соответствующую канавку.
Зазор в замке поршневых колец прове-ряйте набором щупов, вставляя кольца в калибр с диаметром отверстия, равным номинальному диаметру кольца с допуском ±0,003 мм. При отсутствии калибра вставьте поршневое кольцо в тот цилиндр, где оно будет работать, и продвиньте его пор-шнем на глубину 20–30 мм от нижнего края цилиндра.
Для всех колец зазор должен быть 0,25–0,4 мм. Если зазор недостаточный, опилите стыковые поверхности бархатным надфилем, если увеличенный – замените кольца.
Высота и торцовые установочные зазоры поршневых колец приведены в табл. 2.5
Диаметры выпускаемых для двигателя мод. 2106 колец приведены в табл. 2.6. В за-пасные части кольца поставляются комплектом на один двигатель.
Кольца номинального размера применяют при замене изношенных колец для цилин-дров номинального размера. Чтобы сократить срок приработки новых колец в цилин-драх работавшего двигателя, верхние комп-рессионные кольца в ремонтных комплектах номинального размера не покрыты хромом.
Поршни с кольцами увеличенного диаметра устанавливают в цилиндры, расточенные до ремонтного размера, или используют для замены изношенных колец в таких цилиндрах.
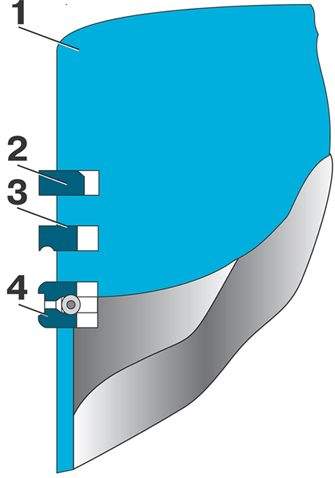 |
Рис. 2.19. Расположение поршневых колец в канавках поршня: 1 – поршень; 2 – верхнее компрессионное кольцо; 3 – нижнее компрессионное кольцо; 4 – маслосъемное кольцо
|
Кольца устанавливают в канавки поршней таким образом, чтобы выточка на наружной поверхности второго компрессионного (скреб-кового) кольца была обращена вниз, а фаски на наружной поверхности маслосъемного кольца были обращены вверх (см. рис. 2.19).
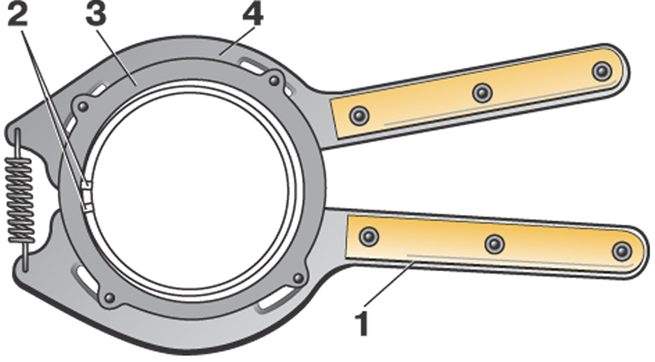 |
Рис. 2.17. Съемник поршневых колец: 1 – рукоятка; 2 – выступы; 3 – упоры; 4 – захваты
|
При несоблюдении этого условия масло может проникать через кольца в цилиндр, что приведет к нагарообразованию на стенках камеры сгорания, дымному выхлопу и увеличенному расходу масла. Надевайте кольца на поршень и снимайте их только с помощью специального приспособления или щипцами (см. рис. 2.17), обеспечивающими одинаковое напряжение изгиба по окружности кольца.
Для качественной приработки поршневых колец после их замены в первые 1000 км пробега скорость автомобиля не должна превышать 60 км/ч.
Сборка шатунно-поршневой группы
Палец вставляется в верхнюю головку шатуна с натягом, поэтому шатун необходимо нагреть до 240 °С для расширения его головки и, следовательно, для увеличения диаметра отверстия под палец.
1. В печь, нагретую до 240 °С, поместите шатуны верхними головками внутрь печи на 15 мин.
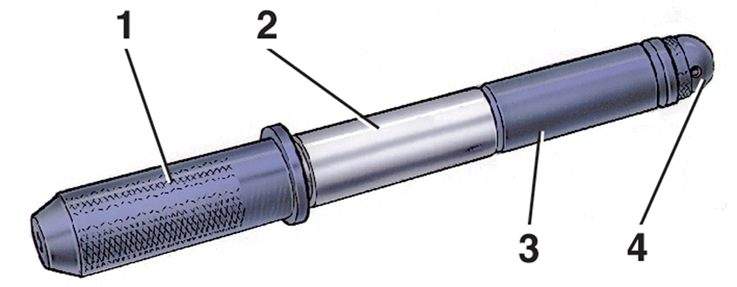 |
Рис. 2.62. Установка поршневого пальца на приспособление для запрессовки его в поршень и головку шатуна: 1 – валик приспособления; 2 – поршневой палец; 3 – направляющая; 4 – упорный винт
|
2. Палец заранее приготовьте к сборке: наденьте его на валик 1 приспособления (рис. 2.62), установите на конце этого валика направляющую 3 и закрепите ее винтом 4. Винт затягивайте неплотно, чтобы его не заклинило при расширении пальца от контакта с нагретым шатуном.
3. Извлеките из печи шатун и быстро зажмите его в тисках.
4. Надевая поршень на шатун, проследите, чтобы отверстие под палец совпало с отверстием верхней головки шатуна.
 |
Рис. 2.63. Запрессовка поршневого пальца
в верхнюю головку шатуна: 1 – приспособление; 2 – поршневой палец
|
5. Приспособлением 1 (рис. 2.63) закрепленный поршневой палец протолкните в отверстие поршня и верхнюю головку шатуна так, чтобы заплечик валика приспособления соприкасался с поршнем. Чтобы правильно соединить палец с шатуном, запрессовывайте палец как можно быстрее: после охлаждения шатуна уже нельзя будет изменить положение пальца.
Во время этой операции поршень должен прижиматься бобышкой к верхней головке шатуна в направлении запрессовки пальца (показано стрелкой на рис. 2.63), что обеспечит правильное положение пальца.
|
ПРЕДУПРЕЖДЕНИЯ
1. Поршень с шатуном соедините так, чтобы метка «П» на поршне находилась со стороны отверстия для выхода масла на нижней головке шатуна. Если на поршне есть маркировка в виде стрелки на одной из бобышек под поршневой палец, ее острие также должно быть направлено в сторону этого отверстия.
2. После охлаждения шатуна смажьте палец моторным маслом через отверстия в бо-бышках поршня.
3. При установке поршневых колец их замки расположите через 120° (см. рис. 2.9).
4. Нельзя обезличивать крышки шатунов, так как шатуны обрабатывают вместе с крышками и они невзаимозаменяемы. Чтобы не перепутать их при сборке, на шатуне и соответствующей ему крышке клеймится номер цилиндра, в который их устанавливают. При сборке цифры на шатуне и крышке должны находиться с одной стороны.
|
Коленчатый вал
Основные размеры коленчатого вала даны в табл. 2.7.
Очистка каналов для смазки
Удалите заглушки каналов и зенкером, надетым на шпиндель дрели, прочистите гнезда заглушек, тщательно промойте каналы бензином и продуйте сжатым воздухом.
Нанесите герметик УГ-6 на поверхности гнезд заглушек.
Оправкой запрессуйте новые заглушки и для большей надежности зачеканьте керном каждую заглушку в трех точках.
Шлифовка коренных и шатунных шеек
На коренных и шатунных шейках, а также щеках коленчатого вала трещины не допускаются. Если они обнаружены, замените вал.
Незначительные задиры на шейках можно зачистить бруском карборунда мелкой зернистости. Если риски очень глубокие или износ и овальность шеек более 0,03 мм, прошлифуйте их.
Размеры коренных и шатунных шеек при шлифовке уменьшают на 0,25 мм, чтобы в зависимости от степени износа получить определенный ремонтный размер (см. табл. 2.7).
После шлифовки и последующей доводки шеек тщательно промойте коленчатый вал для удаления остатков абразива. Каналы для смазки с удаленными заглушками несколько раз промойте бензином под давлением. На первой щеке коленчатого вала укажите величину уменьшения шеек (0,25; 0,50 мм и т.д.).
Овальность и конусность коренных и шатунных шеек после шлифовки должны быть не более 0,007 мм.
Проверка биения несоосности шеек
 |
Рис. 2.64. Допустимые биения основных поверхностей коленчатого вала
|
Установите коленчатый вал на две призмы (рис. 2.64) и проверьте индикатором:
1. Биение коренных шеек (не более 0,03 мм).
2. Биение посадочных поверхностей под звездочку и подшипник первичного вала коробки передач
(не более 0,04 мм).
3. Смещение осей шатунных шеек от плоскости, проходящей через оси шатунных и коренных шеек
(не более ±0,35 мм).
4. Неперпендикулярность торцовой поверхности А фланца оси коленчатого вала. Ее биение не должно превышать 0,025 мм.
Проверка зазора между вкладышами коренных подшипников и коленчатым валом
На вкладышах запрещается производить любые подгоночные операции. При задирах, рисках или отслоениях антифрикционного слоя замените вкладыши.
Проверьте зазор между вкладышами и шейками коленчатого вала с использованием специальной калиброванной пластмассовой проволоки:
1. Уложите отрезок калиброванной проволоки на проверяемую шейку вдоль ее оси.
2. Установите крышку с коренным вкладышем и затяните болты крепления крышки полным моментом 70–86 Н·м (7–8,6 кгс·м).
 |
Рис. 2.65. Определение зазора между коренной шейкой и вкладышем по шкале упаковки: 1 – шкала; 2 – калиброванная проволока
|
3. Снимите крышку и, сравнивая ширину сплющенной проволоки со шкалой упаковки (рис. 2.65), определите зазор.
Зазор можно также рассчитать, измерив диаметры коренных шеек, постелей под вкладыши и толщину вкладышей (см. табл. 2.7).
Номинальный монтажный зазор между вкладышами коренных подшипников и шейками коленчатого вала 0,05–0,095 мм. Если зазор превышает максимально допустимый при износе (0,15 мм), вкладыши замените ремонтными, перешлифовав шейки.
Признаком правильности сборки и сопряжения шеек с вкладышами является свободное вращение коленчатого вала.
Проверка зазора между вкладышами шатунных подшипников и коленчатым валом
Зазор между шатунными вкладышами и шейками коленчатого вала проверяют теми же способами, что и для коренных подшипников.
Номинальный монтажный зазор между вкладышами и шейками 0,036–0,086 мм. Если при износе 0,1 мм зазор не превышает предельно допустимый, то можно установить те же вкладыши, не изменяя диаметра шатунных шеек.
При зазоре больше предельно допустимого прошлифуйте шатунные шейки и замените вкладыши ремонтными (см. табл. 2.7).
Если зазор в допустимых пределах, но на рабочей поверхности вкладышей глубокие риски или имеются твердые вкрапления, замените вкладыши новыми.
Вкладыши шатунных подшипников и поршневые кольца рекомендуется заменять одновременно. Это позволит избежать повторного ремонта, а главное, улучшит условия работы шатунных шеек коленчатого вала и значительно увеличит срок их службы. Вкладыши коренных подшипников обычно заменяют после значительного пробега автомобиля, двигатель которого один или два раза подвергался ранее текущему ремонту. Вкладыши устанавливают без каких-либо подгоночных операций и только попарно, замена одного вкладыша из пары недопустима. Следите за тем, чтобы фиксирующие выступы на стыках плотно входили в соответствующие пазы постелей блока цилиндра, крышек коренных подшипников, шатунов и их крышек. После замены вкладышей шатунных или коренных подшипников первые 1000 км пробега скорость автомобиля не должна превышать 60 км/ч.
Проверка осевого зазора коленчатого вала
Осевое перемещение коленчатого вала ограничено двумя упорными полукольцами, установленными по обе стороны заднего коренного подшипника. С передней стороны подшипника устанавливают сталеалюминиевое полукольцо, с задней стороны — металлокерамическое (желтого цвета). Полукольца изготавливают нормальной (2,31–2,36 мм) и увеличенной (2,437–2,487 мм) толщины.
Для проверки осевого зазора между упорными полукольцами и упорными поверхностями коленчатого вала:
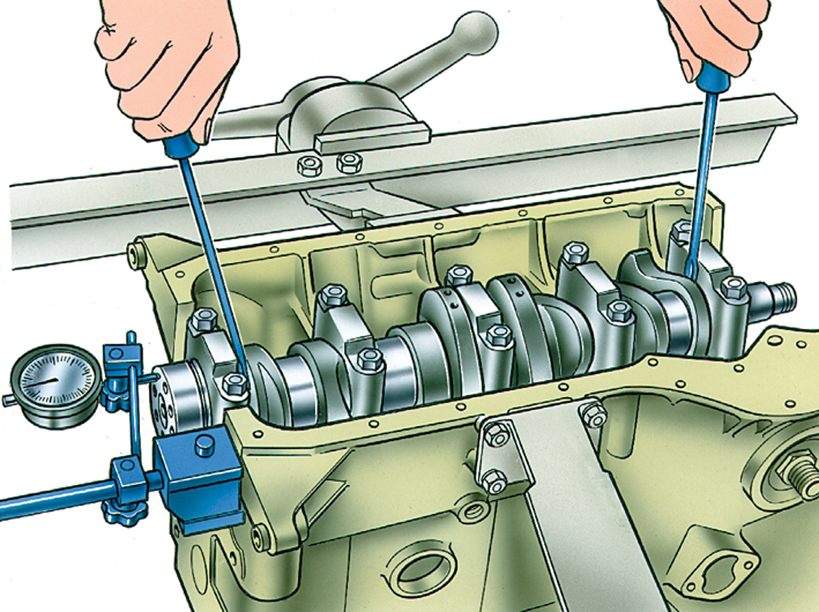 |
Рис. 2.66. Проверка осевого зазора коленчатого вала
|
1. Установите индикатор на магнитной подставке и вставьте концы двух отверток в зазоры между щеками коленчатого вала и крышками коренных подшипников, как показано на рис. 2.66.
2. Переместите вал отвертками в продольном направлении до упора в любую сторону, подведите стойку индикатора к торцу фланца коленчатого вала и установите индикатор на ноль.
3. Переместите вал до упора в обратную сторону и определите по индикатору осевой зазор, который у нового вала должен быть 0,055–0,265 мм.
Если зазор у работавшего вала превышает максимально допустимый (0,35 мм), замените упорные полукольца другими, увеличенными на 0,127 мм.
|
ПРИМЕЧАНИЕ
Осевой зазор коленчатого вала можно проверить и на двигателе, установленном на автомобиле. При этом осевое перемещение коленчатого вала вызывают нажатием и отпусканием педали сцепления, а осевой зазор определяют по величине перемещения переднего конца коленчатого вала.
|
Маховик
Проверьте состояние зубчатого венца, в случае повреждения зубьев замените маховик.
Поверхности маховика, сопрягаемые с коленчатым валом и ведомым диском сцепления, должны быть совершенно плоскими, без царапин и задиров.
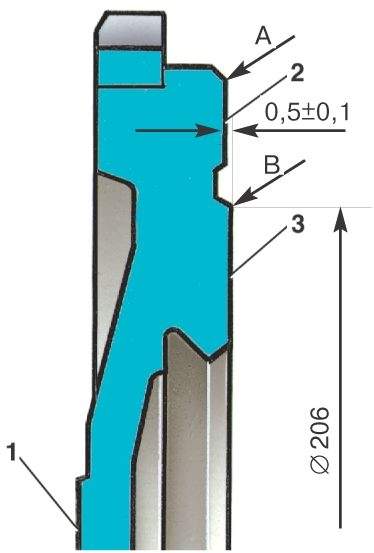 |
Рис. 2.67. Маховик двигателя: 1 – поверхность крепления коленчатого вала к фланцу; 2 – поверхность крепления сцепления; 3 – опорная поверхность ведомого диска сцепления; А – радиус, на котором проверяется биение поверхности 2; В – радиус, на котором проверяется биение поверхности 3
|
Если на рабочей поверхности 3 (рис. 2.67) маховика под ведомый диск сцепления глубокие царапины и задиры, проточите поверхность, снимая слой металла толщиной не более 1 мм. Затем проточите поверхность 2, выдерживая размер (0,5±0,1) мм и обеспечивая параллельность поверхностей 2 и 3 относительно поверхности 1.
Допускаемая непараллельность, замеренная по крайним точкам поверхностей 2 (на радиусе А) и 3 (на радиусе В), не более 0,1 мм.
Установите маховик на оправку, центрируя его по посадочному отверстию с упором на поверхность 1, и проверьте индикатором биение поверхностей 2 и 3. На радиусах А и В оно не должно превышать 0,1 мм.