| 1. Проверьте состояние клапана
(см. подраздел 3.2.12). Сильно изношенные
клапаны замените. |
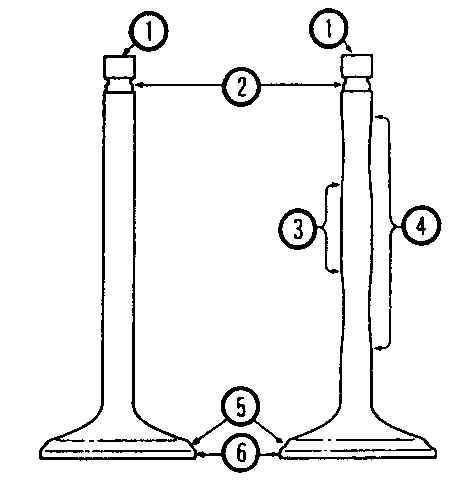
| 2. Если в результате этой проверки
выяснится, что состояние клапана удовлетворительное, то измерьте диаметр
клапана в нескольких местах. Заметное различие диаметров указывает
на износ стержня клапана. При обнаружении заметного различия диаметров
хотя бы в двух местах клапан замените.
|
| 3. Если состояние клапанов удовлетворительное,
то их следует притереть к седлам. Если на седлах имеются лишь незначительные
повреждения, или седло подвергалось перешлифовке, то притирку можно
выполнить на мелкодисперсном составе. Крупнодисперсный притирочный
состав применять следует только в случае обнаружения следов глубокой
выработки или сильного прогорания седел. В этом случае головку цилиндров
и клапаны следует сдать на проверку опытному специалисту, чтобы определить
следует ли перезенковать седла, или заменить вкладыши седел . |
| 4. Перед притиркой головку цилиндров
положите на ровную поверхность, камерами сгорания вверх. |
 |
5. Нанесите на фаску седла тонкий
слой притирочной пасты. Притирку выполняйте, поворачивая приспособление
на 180° в обе стороны и периодически приподнимая клапан для равномерного
перераспределения абразивного материала. |
| 6. Если применяется грубый состав,
то притирка заканчивается после образования монотонного матового пояска
на фасках клапана и седла. Протрите клапан и седло от остатков пасты
и продолжите притирку на мелкодисперсном составе. Притирка считается
завершенной при образовании на фасках клапана и седла равномерного
сплошного пояска сероватого цвета. Дальнейшая притирка не допускается,
так как из-за излишней выработки седла последующий его ремонт может
стать невозможным. |
| 7. После окончания притирки всех
клапанов тщательно промойте все детали растворителем. |
 Audi
Audi BMW
BMW Chery
Chery Citroen
Citroen Daewoo
Daewoo Ford
Ford Honda
Honda Hyundai
Hyundai Infiniti
Infiniti Isuzu
Isuzu Jeep
Jeep Kia
Kia Lexus
Lexus Mazda
Mazda Mercedes
Mercedes Mitsubishi
Mitsubishi Nissan
Nissan Opel
Opel Peugeot
Peugeot Renault
Renault Saab
Saab Skoda
Skoda Subaru
Subaru Suzuki
Suzuki Toyota
Toyota Volkswagen
Volkswagen Volvo
Volvo ВАЗ
ВАЗ ГАЗ
ГАЗ ИЖ
ИЖ Москвич
Москвич УАЗ
УАЗ