Audi
Audi BMW
BMW Chery
Chery Citroen
Citroen Daewoo
Daewoo Ford
Ford Honda
Honda Hyundai
Hyundai Infiniti
Infiniti Isuzu
Isuzu Jeep
Jeep Kia
Kia Lexus
Lexus Mazda
Mazda Mercedes
Mercedes Mitsubishi
Mitsubishi Nissan
Nissan Opel
Opel Peugeot
Peugeot Renault
Renault Saab
Saab Skoda
Skoda Subaru
Subaru Suzuki
Suzuki Toyota
Toyota Volkswagen
Volkswagen Volvo
Volvo ВАЗ
ВАЗ ГАЗ
ГАЗ ИЖ
ИЖ Москвич
Москвич УАЗ
УАЗ5.2.5.1. Особенности сборки и установки главной передачи
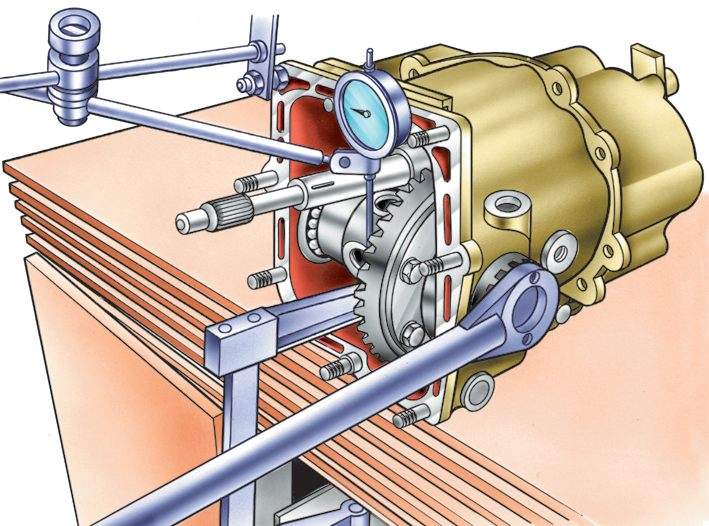
Установка ведущей шестерни при определении монтажного размера С
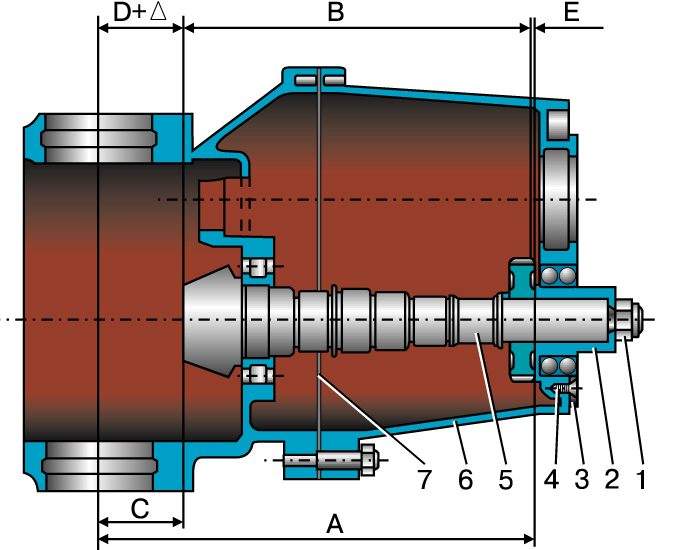 |
1 – гайка; 2 – ведомая шестерня 5-й передачи или технологическая втулка; 3 – пластина крепления подшипников; 4 – винт; 5 – подсобранная ведущая шестерня главной передачи; 6 – картеры в сборе; 7 – прокладка |
Определение толщины регулировочных шайб
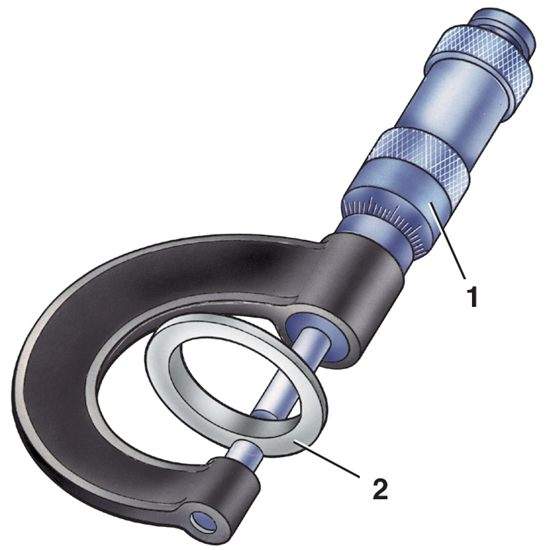 |
1 – микрометр 0-25; 2 – регулировочные шайбы |
Определение монтажного размера С микрометрической стойкой
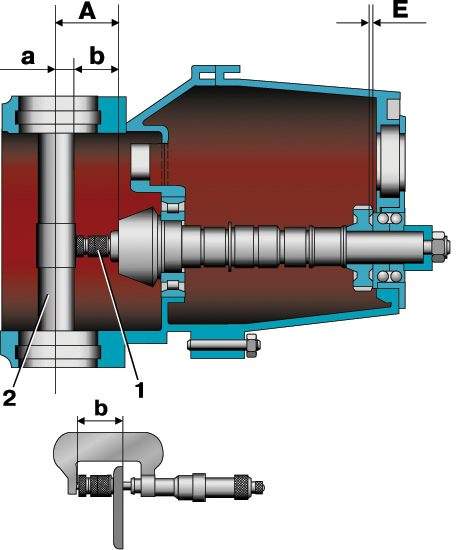 |
1 – микрометрическая стойка; 2 – оправка |
Долговечность и бесшумность работы главной передачи зависят от правильной и
аккуратной сборки.
При сборке должна быть обеспечена правильная взаимная установка ведущей и ведомой
шестерен, установка ведущей шестерни по монтажному размеру С (см. рис. Установка
ведущей шестерни при определении монтажного размера С), а также обеспечен
необходимый боковой зазор между зубьями ведущей и ведомой шестерен.
Монтажный размер С представляет собой расстояние от торца ведущей шестерни до
оси дифференциала. Теоретический монтажный размер равен 53,4 мм.
Однако при подборе пары на контрольном станке, для обеспечения правильного контакта
на зубьях и получения при этом бесшумной работы, ведомую и ведущую шестерни
передвигают вдоль своих осей, таким образом нарушается теоретический монтажный
размер. Погрешность (в пределах допуска) при изготовлении и обработке высоты
головки ведущей шестерни дает дополнительное изменение монтажного размера.
Монтажный размер С ведущей шестерни (с учетом поправки) обеспечивается набором
регулировочных шайб 2 (см. рис. Определение толщины
регулировочных шайб) толщиной от 1,65 мм до 2,20 мм через 0,05 мм (толщины
регулировочных шайб: 1,65; 1,70; 1,75; 1,80; 1,85; 1,90; 1,95; 2,00; 2,05; 2,10;
2,15; 2,20). Количество устанавливаемых регулировочных шайб – 2 штуки.
Контроль монтажного размера С производится при затяжке гайки ведущей шестерни
динамометрическим ключом и измеряется с помощью микрометрической стойки (см.
рис. Определение монтажного размера С микрометрической
стойкой).
Момент затяжки 140–160 Н·м (14–16 кгс·м). Допустимое отклонение от монтажного
размера – 0,04 мм 0,02 мм.
После проверки монтажного размера разукомплектование деталей, определяющих монтажный
размер С, приведет к его изменению.
Регулировка бокового зазора между зубьями ведущей и ведомой шестерен и преднатяг
подшипников дифференциала производятся после установки ведущей шестерни по монтажному
размеру.
| ПОРЯДОК ВЫПОЛНЕНИЯ | ||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||