- Перед проверкой состояния блок следует очистить (смотри Раздел Очистка блока цилиндров).
- Визуально проверьте наличие трещин, ржавчины и коррозии. Поищите в резьбовых отверстиях сорванные резьбы. Целесообразно в механической мастерской, имеющей специальное оборудование, проверить блок на наличие скрытых трещин. При обнаружении дефектов блок, если возможно, следует отремонтировать; если нет, то необходимо приобрести новый блок.
- Проверьте поверхности цилиндров на истирание и наличие борозд.
|
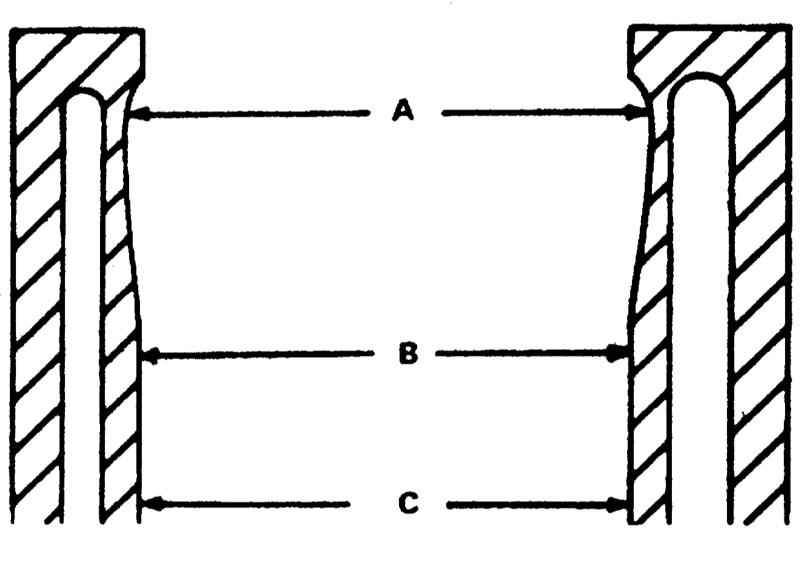
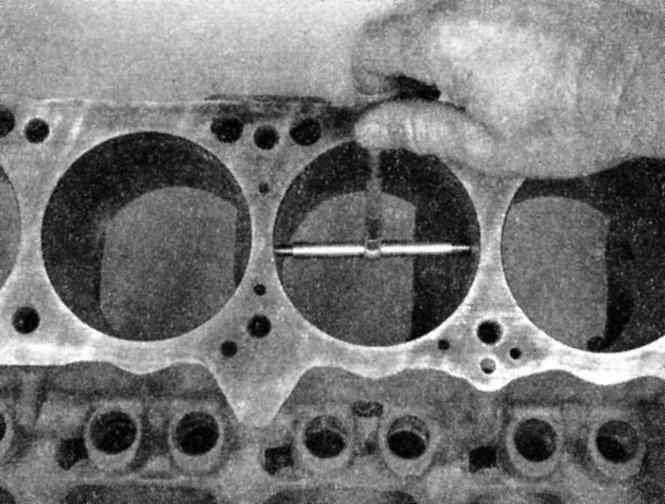
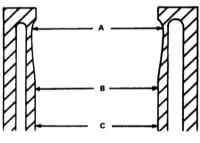
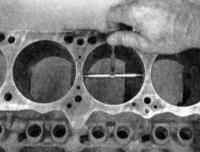
- Измерьте диаметр в верхней части каждого цилиндра (сразу под зоной уступа -А), в средней -В и нижней -С частях параллельно оси коленчатого вала.
|
|
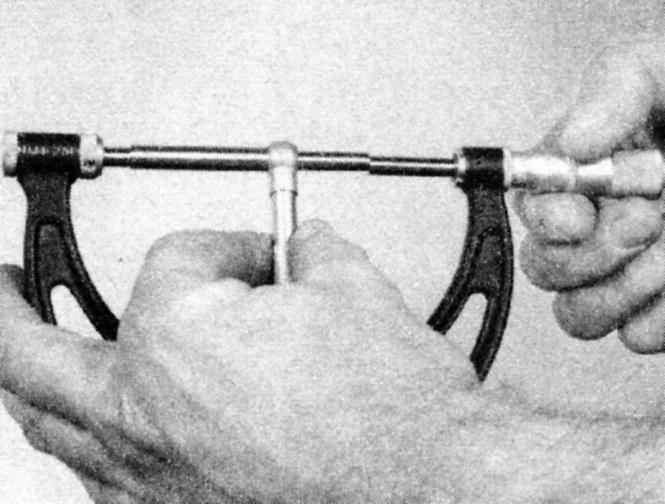
- Для определения диаметра цилиндра длину измерителя проверяйте микрометром
|

|
- Далее, измерьте диаметр цилиндра на тех же уровнях в направлении, перпендикулярном оси коленчатого вала. Сравните результаты с требованиями
Таблицы размеров и регулировочных данных в конце Руководства.
|
- Если прецизионные измерительные инструменты недоступны, то величины зазоров между поршнями и цилиндрами, хотя и не столь точно, можно определить с помощью щупов.
- Для определения зазоров выберите щуп и вставьте его в цилиндр вдоль сопрягаемого поршня. Поршень должен быть установлен точно в нормальное положение. Щуп должен быть установлен между поршнем и цилиндром на одной из упорных поверхностей (на 90° по отношению к отверстию под палец). Поршень должен проходить по цилиндру) щуп установлен) с небольшим усилием.
- Если поршень легко проходит вниз, то зазор велик и потребуется новый поршень. Если поршень застревает в нижней части цилиндра и двигается свободнее в верхней части, то цилиндр имеет конусность. Если при вращении поршня вместе со щупом в цилиндре появляются участки сопротивления, то цилиндр имеет овальность.
- Повторите операцию для остальных поршней и цилиндров.
- Если стенки цилиндров сильно истерты или имеют борозды или, если они имеют конусность или овальность выше пределов в
Таблице размеров и регулировочных данных в конце Руководства, то блок цилиндров необходимо отшлифовать и отхонинговать в механической мастерской. После шлифовки потребуются поршни и кольца увеличенного размера.
- Если цилиндры находятся в достаточно хорошем состоянии и не имеют износа, выходящего за пределы допусков, и если зазоры между цилиндрами и поршнями выдерживаются в норме, то их не следует шлифовать. Все, что требуется, это хонингование и новый набор колец (смотри Раздел Хонингование цилиндров).
|
|
 Audi
Audi BMW
BMW Chery
Chery Citroen
Citroen Daewoo
Daewoo Ford
Ford Honda
Honda Hyundai
Hyundai Infiniti
Infiniti Isuzu
Isuzu Jeep
Jeep Kia
Kia Lexus
Lexus Mazda
Mazda Mercedes
Mercedes Mitsubishi
Mitsubishi Nissan
Nissan Opel
Opel Peugeot
Peugeot Renault
Renault Saab
Saab Skoda
Skoda Subaru
Subaru Suzuki
Suzuki Toyota
Toyota Volkswagen
Volkswagen Volvo
Volvo ВАЗ
ВАЗ ГАЗ
ГАЗ ИЖ
ИЖ Москвич
Москвич УАЗ
УАЗ