 Audi
Audi BMW
BMW Chery
Chery Citroen
Citroen Daewoo
Daewoo Ford
Ford Honda
Honda Hyundai
Hyundai Infiniti
Infiniti Isuzu
Isuzu Jeep
Jeep Kia
Kia Lexus
Lexus Mazda
Mazda Mercedes
Mercedes Mitsubishi
Mitsubishi Nissan
Nissan Opel
Opel Peugeot
Peugeot Renault
Renault Saab
Saab Skoda
Skoda Subaru
Subaru Suzuki
Suzuki Toyota
Toyota Volkswagen
Volkswagen Volvo
Volvo ВАЗ
ВАЗ ГАЗ
ГАЗ ИЖ
ИЖ Москвич
Москвич УАЗ
УАЗ2.1.5. Ремонт узлов и деталей двигателя
Блок цилиндров и гильзы
Основные размеры блока цилиндров и гильз приведены в табл. 2.1.
Герметичность стенок рубашки охлаждения и масляных магистралей проверяют на специальных стендах. Для проверки герметичности рубашки охлаждения заглушите все выходные отверстия рубашки в блоке, опустите блок в ванну с водой и подайте в каналы рубашки сжатый воздух под давлением 150 кПа (1,5 кгс/см2) в течение 15 с. Утечка воздуха, определяемая по выходящим пузырям, не допускается.
Для проверки герметичности масляных магистралей заглушите все их выходные отверстия в блоке и подайте в каналы магистралей воду с добавлением хромпика под давлением 1500 кПа (15 кгс/см2) в течение 15 с. Утечка воды не допускается.
Если блок негерметичен, замените его.
При замене шпилек, выходящих в полость рубашки охлаждения, устанавливайте их и прокладки рубашки на цинковые белила.
Проверьте зазор между цилиндром и поршнем, указанный в табл. 2.1.
Зазор определяют как разность между замеренными диаметрами поршня и цилиндра.
Диаметр цилиндра измеряют нутромером с ценой деления не более 0,01 мм в четырех поясах как в продольном, так и поперечном направлении на расстоянии 10, 50, 100 и 125 мм от его верхнего торца.
Гильзы цилиндров разбиты на пять размерных групп: А, Б, В, Г, Д (через 0,01 мм). Размерные группы обозначены цветной полосой (см. табл. 2.1).
Если максимальное значение зазора больше значения, указанного в таблице, замените изношенный узел (поршень, гильзу или гильзу с поршнем).
Шатунно-поршневая группа
Основные размеры шатунно-поршневой группы приведены в табл. 2.1.
Снятие и установка поршневых колец
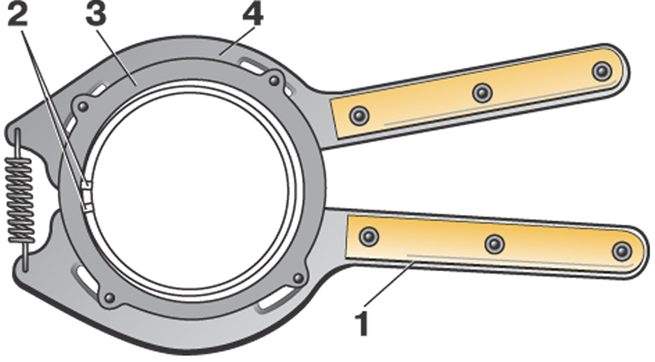 |
Рис. 2.17. Съемник поршневых колец: 1 – рукоятка; 2 – выступы; 3 – упоры; 4 – захваты
|
Поршневые кольца снимают с поршня и надевают на него с помощью специального съемника (рис. 2.17).
Выступы 2 съемника входят в зазор замка кольца и при нажатии на рукоятки 1 разводят кольцо на фиксированную величину. Разжатое кольцо легко снимается и устанавливается в канавку поршня.
|
ПРЕДУПРЕЖДЕНИЕ
Разводить поршневое кольцо руками категорически запрещено: при чрезмерной деформации его форма необратимо искажается.
|
Разборка поршня с шатуном
Выньте стопорные кольца поршневого пальца из канавок бобышек поршня, для чего подденьте каждое из них тонкой отверткой или шилом.
Нагрейте поршень, погружая его на 2–3 мин в воду температурой 45–75 °С.
Выпрессуйте поршневой палец из поршня и втулки головки шатуна ударами молотка через латунную оправку.
Подбор поршня к гильзе цилиндра
Поршень и соответствующая ему гильза должны относиться к одной размерной группе (их буквенные индексы должны быть одинаковы). Буквенная маркировка нанесена на днище поршня.
По наружному диаметру поршни разбиты на пять размерных групп: А, Б, В, Г, Д (через 0,01 мм).
Проверьте необходимый монтажный зазор (0,05–0,07 мм) между поршнем и гильзой как разность между замеренными диаметрами цилиндра и поршня.
Масса металла в поршне распределяется неравномерно, поэтому его юбка в холодном состоянии сложной геометрической формы. В поперечном сечении она овальная (большая ось овала перпендикулярна оси поршневого пальца) и конусная (с большим основанием внизу).
Диаметр поршня замеряют по большой оси овала юбки на расстоянии 12,95 мм от торца посадочного пояска диаметром 77,5+0,2, выполненного на внутренней поверхности юбки.
Поршни подбирают к гильзам не только по диаметру, но и по массе для сохранения уравновешенности двигателя. Поршни одного двигателя не должны отличаться по массе друг от друга более чем на 3 г. На заводе-изготовителе поршни номинального размера сортируют по массе на четыре группы, маркировку которых (1, 2, 3, 4) наносят на днище поршня. Все поршни, установленные на один двигатель, должны быть одной весовой группы.
Проверка технического состояния поршневых колец
Необходимость проверки или замены поршневых колец возникает при повышенном, более 100 г на 100 км пути, расходе (угаре) масла.
Для проверки состояния поршневых колец частично разберите двигатель и выньте поршни с кольцами. Перед проверкой очистите поршневые кольца от нагара и смолистых отложений.
Проверяйте поршневые кольца на соответствие техническим требованиям по параметрам, указанным в табл. 2.2.
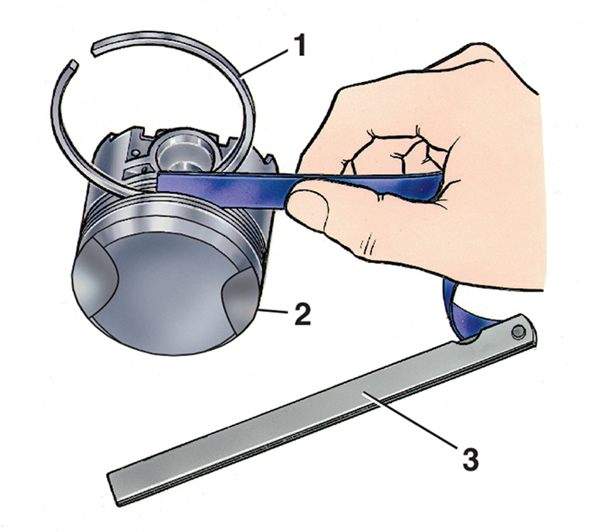 |
Рис. 2.18. Проверка зазора между поршневыми кольцами и канавками: 1 – поршневое кольцо; 2 – поршень; 3 – набор щупов
|
Зазор по высоте между канавкой и кольцом проверяйте, вставляя кольцо в соответствующую канавку (рис. 2.18).
Зазор в замке кольца измеряйте, поместив кольцо в ту гильзу, в которой оно работало, или, если оно новое, в которой будет работать. Для правильной установки кольцо продвиньте в гильзе с помощью головки поршня, используемого в качестве оправки, на расстояние 20–30 мм от нижнего торца гильзы. Если проверка покажет, что зазор недостаточный, подпилите стыковые поверхности замка бархатным надфилем, а если повышенный — замените кольцо.
Упругость поршневых колец измеряйте на специальных весах с помощью гибкой ленты, охватывающей кольцо.
При проверке состояния поршневых колец может оказаться, что необходима замена только верхнего компрессионного кольца, так как оно изнашивается значительно быстрее остальных.
Не рекомендуется при ремонте устанавливать новые верхние компрессионные кольца с хромированным покрытием, предназначенные для установки в новые гильзы, в цилиндры работавшего двигателя, имеющие некоторый износ. Хромированное покрытие очень твердое, поэтому такие кольца будут медленно прирабатываться к поверхности гильзы. По этой причине ремонтные комплекты колец номинального размера выпускают с нехромированными верхними кольцами.
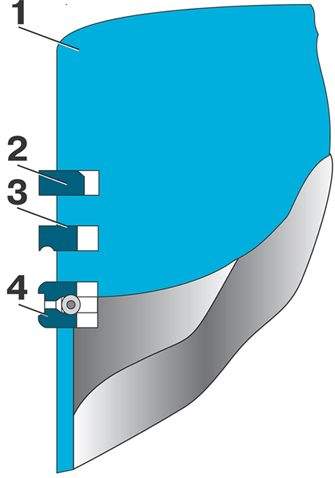 |
Рис. 2.19. Расположение поршневых колец в канавках поршня: 1 – поршень; 2 – верхнее компрессионное кольцо; 3 – нижнее компрессионное кольцо; 4 – маслосъемное кольцо
|
Правильное расположение поршневых колец в канавках поршня показано на рис. 2.19.
Если износ гильз незначительный, то вместо старых колец можно использовать ремонтные кольца номинального размера при условии, что зазор в замке кольца, вставленного в гильзу, не превышает 0,75 мм. В противном случае замените гильзу.
Проверка зазора между вкладышами шатунных подшипников коленчатым валом
Зазор между вкладышем и шейкой коленчатого вала определяется разностью размеров, полученных при замере диаметров отверстий в нижних головках шатунов с вставленными вкладышами и шеек вала. Крышки шатунов должны быть затянуты полным моментом.
Если значение зазора находится в пределах допуска или не превышает допустимого при износе, указанном в табл.
2.1, можно использовать эти вкладыши. При большем зазоре прошлифуйте шатунные шейки коленчатого вала до ближайшего ремонтного размера и установите вкладыши ремонтного размера (табл. 2.3).
Сборка шатунно-поршневой группы
После подбора поршней к гильзам подберите поршневые пальцы к поршням и втулкам малых головок шатунов.
Посадка поршневого пальца в бобышках поршня может быть в пределах от 0,0025 мм натяга до 0,0025 мм зазора. Зазор между поршневым пальцем и отверстием втулки головки шатуна должен быть в пределах 0,0045–0,0095 мм для данной размерной группы деталей.
Для облегчения подбора поршневые пальцы, поршни и втулки разбиты на четыре размерные группы, отличающиеся по диаметру на 0,0025 мм. Каждая группа промаркирована краской определенного цвета (см. табл. 2.1): на поршне — на нижней поверхности одной из бобышек, на поршневом пальце — на внутренней поверхности с одного конца, на шатуне – у малой головки.
Сопряжение поршневого пальца и втулки головки шатуна проверяют, вставляя палец, смазанный моторным маслом, в отверстие втулки. При правильном сопряжении шатун должен проворачиваться на пальце под действием собственного веса, а палец не должен выпадать из втулки верхней головки шатуна в вертикальном положении. Для соблюдения этих требований допустимо использовать пальцы смежной группы (в сторону уменьшения зазора). Во всех случаях поршневые пальцы подбирайте при температуре воздуха (20±3) °С.
Если необходимо заменить один из шатунов, его нужно подобрать по массе к остальным шатунам комплекта. Разница значений массы самого тяжелого и самого легкого шатуна в комплекте, устанавливаемом на двигатель, не должна превышать 8 г. Шатуны, принадлежащие к одной группе по массе, маркируются риской на приливах их крышек.
Перед сборкой нагрейте поршень, опустив его в сосуд с водой температурой 45–75 °С и выполните операции в следующей последовательности:
1. Вставьте смазанный маслом палец в отверстия бобышек поршня и втулки шатуна.
|
ПРИМЕЧАНИЕ
При сборке поршня с шатуном сориентируйте их так, чтобы стрелка, выбитая на днище поршня, была обращена в сторону выступа на теле шатуна и паза на крышке.
|
2. Вставьте в канавки бобышек поршня стопорные кольца поршневого пальца.
3. Наденьте на поршень поршневые кольца, используя съемник (см. рис. 2.17).
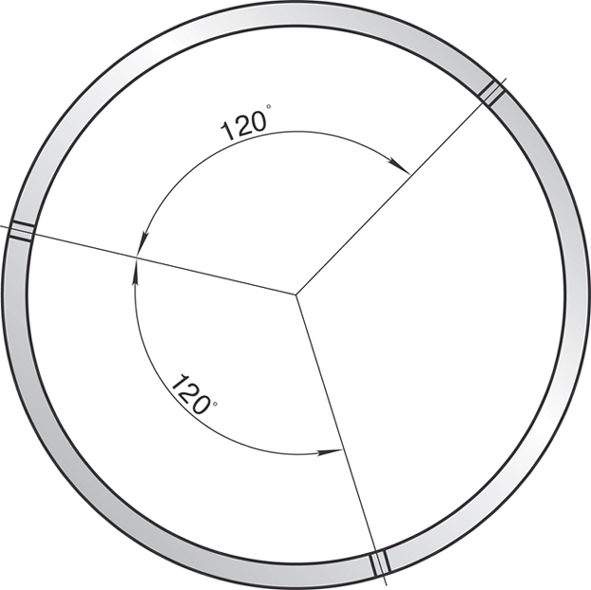 |
Рис. 2.9. Взаимное расположение замков поршневых колец перед установкой поршня в гильзу
|
4. Расположите замки поршневых колец под углом 120° друг от друга (см. рис. 2.9). Расположение колец в канавках поршня должно соответствовать показанному на рис. 2.19. Установку поршня с шатуном на двигатель см. в подразделе «Разборка и сборка двигателя».
|
ПРЕДУПРЕЖДЕНИЕ
Шатун обрабатывают в сборе с крышкой, поэтому крышки шатунов не взаимозаменяемы и не должны обезличиваться при разборке и сборке.
|