 Audi
Audi BMW
BMW Chery
Chery Citroen
Citroen Daewoo
Daewoo Ford
Ford Honda
Honda Hyundai
Hyundai Infiniti
Infiniti Isuzu
Isuzu Jeep
Jeep Kia
Kia Lexus
Lexus Mazda
Mazda Mercedes
Mercedes Mitsubishi
Mitsubishi Nissan
Nissan Opel
Opel Peugeot
Peugeot Renault
Renault Saab
Saab Skoda
Skoda Subaru
Subaru Suzuki
Suzuki Toyota
Toyota Volkswagen
Volkswagen Volvo
Volvo ВАЗ
ВАЗ ГАЗ
ГАЗ ИЖ
ИЖ Москвич
Москвич УАЗ
УАЗ4.1.9. Обработка седел клапанов в головке цилиндров/ притирка клапанов
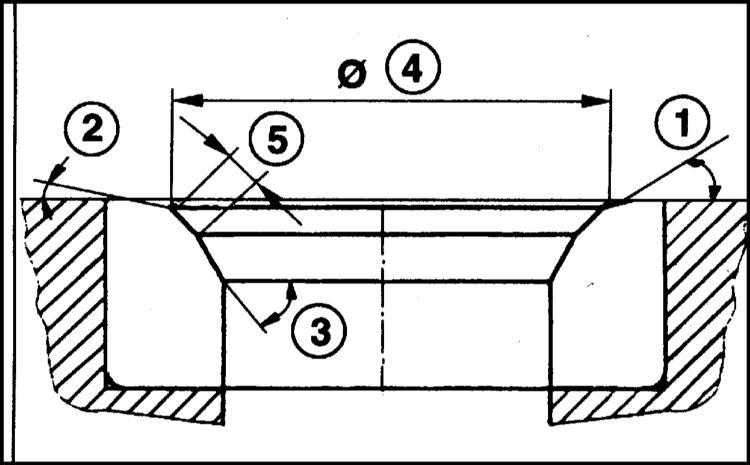
Обработка седел клапанов требуется в том случае, если они имеют следы износа и обгорания или, если обрабатывались направляющие. При этом необходимо соблюдать значения корректировочного угла и ширину фаски. Заменить седла, используя обычные технические средства невозможно, т. к. они устанавливались с охлаждением до - 150°С. Для обработки седла требуется специальный станок. Эта работа должна выполняться в условиях СТО. Значения углов обработки приведены в Спецификациях.
 |
|

Притирка седел
При правильно проведенной обработке седел клапанов и новых клапанах притирка седел в головке цилиндров не требуется.
Клапаны должны притираться только мелкозернистой пастой. Для притирки применяется присоска, надеваемая на тарелку клапана. Во время притирки необходимо часто приподнимать клапан одновременно вращая его дальше. Это исключает образование борозд на притираемой поверхности.
 | После притирки пасту необходимо тщательно удалить с клапана. |
