|
1. Внимательно проверьте головку цилиндров
на наличие трещин, следов утечек охлаждающей жидкости и прочих повреждений.
Треснутая головка подлежит замене в обязательном порядке. В случае
отсутствия уверенности в определении состояния головки, следует
обратиться за соответствующими консультациями в мастерскую автосервиса.
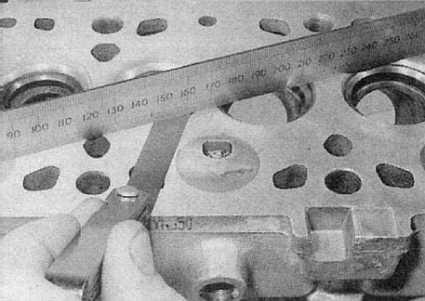
2. При помощи измерителя плоскостности (поставленная на ребро стальная
линейка) и щупа лезвийного типа проверьте сопрягаемую поверхность
головки на наличие признаков деформации. Если неплоскостность превышает
допустимое значение (см.
Спецификации), следует
отдать головку в проточку в механическую мастерскую, либо заменить
ее ( в случае, если мехобработка приведет к сокращению высоты головки
ниже допустимого предела).

|
На дизельных двигателях, если при
мехобработке с головки снимается более 0.1 мм высоты, необходимо
также будет проточить камеры сгорания и седла клапанов с целью
сохранения правильных размерных соотношений при посадке тарелок
клапанов и направляющих втулок.
|
3. Проверьте состояние седел клапанов в каждой из камер сгорания.
В случае выявления каверн, трещин или следов прогара, головку следует
подвергнуть особому восстановительному ремонту, выполнение которого
лежит вне пределов квалификации среднестатистического механика-любителя
и должно быть поручено специалистам автосервиса. Если выявлены лишь
незначительные дефекты, они могут быть устранены в процессе выполнения
притирки клапанов (см. ниже).
4. В случае износа направляющих втулок, характерным признаком которого
является чрезмерный боковой люфт клапанов, сопровождающийся густым
синим дымом на выхлопе при работе двигателя, втулки подлежат замене.
Измерьте диаметры стержней снятых с головки цилиндров клапанов (см.
ниже), а также внутренние диаметры направляющих втулок. Путем вычитания
результатов первых измерений из соответствующих результатов вторых
определяется зазор посадки клапанов во втулках. Сравните результаты
вычислений с требованиями
Спецификаций. Если
величина посадочных зазоров выходит за пределы допустимого диапазона,
необходимо произвести замену клапанов/их направляющих втулок. Выполнение
замены втулок правильнее будет поручить специалистам автосервиса,
в чьем распоряжении имеются все необходимые инструменты.
5. Восстановление седел клапанов производится только после замены
направляющих втулок.
|
|
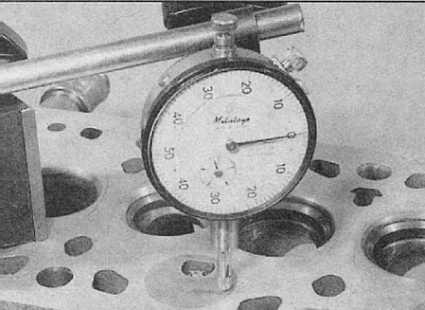
6. На дизельных двигателях проверьте вихревые
камеры на наличие прогаров, трещин и прочих подобного рода повреждений.
Наличие мелких нитевидных трещин в стенках камер допустимо. Замена
камер производится только в случаях серьезных прогаров, деформаций
или ослабления посадки в головке и должна быть поручена специалистам
мастерской автосервиса. При помощи циферблатного измерителя плунжерного
типа замерьте высоту выступания вихревых камер. Обнулите измеритель,
уперев плунжер в прокладочную поверхность головки, затем переведите
его на торец камеры. Сравните результаты измерений с требованиями
Спецификаций. Если высота выступания вихревых
камер превышает допустимое значение, следует обратиться за советом
к специалистам сервис-центра компании Citroёn.
|

|
 Audi
Audi BMW
BMW Chery
Chery Citroen
Citroen Daewoo
Daewoo Ford
Ford Honda
Honda Hyundai
Hyundai Infiniti
Infiniti Isuzu
Isuzu Jeep
Jeep Kia
Kia Lexus
Lexus Mazda
Mazda Mercedes
Mercedes Mitsubishi
Mitsubishi Nissan
Nissan Opel
Opel Peugeot
Peugeot Renault
Renault Saab
Saab Skoda
Skoda Subaru
Subaru Suzuki
Suzuki Toyota
Toyota Volkswagen
Volkswagen Volvo
Volvo ВАЗ
ВАЗ ГАЗ
ГАЗ ИЖ
ИЖ Москвич
Москвич УАЗ
УАЗ